
Le recuit de l'aluminium n'est pas un concept de laboratoire, c'est un décision de production qui influe directement sur la réussite du formage, l'efficacité de l'assemblage et les taux de défauts.
Si vos pièces en aluminium sont pliées, expansées, étirées ou utilisées dans des systèmes télescopiques, le recuit détermine souvent si la production se déroule sans accroc ou si elle s'interrompt avec des fissures et des retouches.
Les équipes d'approvisionnement peuvent considérer cet article comme un exposé technique, puis passer à la suite. capacités d'extrusion d'aluminium standard pour l'ajustement du produit et fabrication de tubes en aluminium de précision pour les capacités de production en usine ; pour une vérification externe, utilisez Ressources matérielles de l'Association de l'aluminium.
Ce guide explique Qu’est-ce que le recuit de l’aluminium, comment cela fonctionne-t-il dans les usines et comment le spécifier lors de l’approvisionnement en pièces en aluminium ?.
Qu'est-ce que le recuit de l'aluminium ?
Le recuit de l'aluminium est un traitement thermique contrôlé qui adoucit le métal, réduit les contraintes internes et améliore sa ductilité pour le pliage, l'évasement, l'expansion, le matriçage, la réduction et le formage. Les ouvrages de référence pratiques sur le recuit de l'aluminium se trouvent généralement autour de 300–415 °C / 570–780 °F, mais la température correcte dépend de la nuance d'alliage, de la trempe, de l'écrouissage préalable, de l'épaisseur de la paroi, du contrôle du four et de la résistance finale requise.
Le recuit de l'aluminium est utile lorsque celui-ci se fissure lors du formage ou devient trop dur après extrusion, laminage, étirage, redressage, découpe ou usinage. Cependant, le recuit réduit généralement la dureté et la résistance mécanique ; il ne doit donc être préconisé que lorsque l'amélioration de la ductilité prime sur la rigidité maximale, la capacité de charge ou les performances T5/T6.
Pour les tubes en aluminium, les profilés en aluminium et les composants de poteaux télescopiques, le recuit de l'aluminium ne se limite pas à l'obtention d'une certaine souplesse. Il peut également influer sur le formage des extrémités des tubes, la tolérance de glissement, la régularité de l'anodisation, l'assemblage des verrous en plastique et la reproductibilité de la production des équipementiers.
Tableau des températures de recuit de l'aluminium
Pour de nombreux alliages d'aluminium corroyés, les références pratiques de recuit se situent souvent autour de 300–415 °C / 570–780 °F. Cependant, la température de recuit de l'aluminium n'est pas universelle. Elle varie selon la nuance d'alliage, l'état de trempe, l'écrouissage antérieur, l'épaisseur de la pièce et selon que l'objectif soit un recuit complet, un adoucissement partiel ou une relaxation des contraintes.
| Alliage d'aluminium / Série | Référence pratique sur le recuit | Référence Fahrenheit | Notes pratiques |
|---|---|---|---|
| 1100 / 1xxx | 300–415 °C | 570–780 °F | Aluminium à haute ductilité, facile à ramollir et à former. |
| 3003 / 3xxx | 345–415°C | 650–780 °F | Courant pour les pièces formées, les tubes et la fabrication générale |
| 5052 / 5xxx | 345–415°C | 650–780 °F | Bonne formabilité ; la maîtrise du processus est importante |
| 6061 / 6xxx | 345–415°C | 650–780 °F | La résistance diminue après recuit ; l'état T6 est perdu. |
| 6063 / 6xxx | 345–410 °C | 650–770 °F | Courant pour les profilés extrudés, les tubes en aluminium et les sections de poteaux télescopiques |
| 6005 / 6xxx | 345–410 °C | 650–770 °F | Utilisé pour les profilés structuraux et les composants de poteaux |
| 7075 / 7xxx | Spécifique au processus | Spécifique au processus | Alliage à haute résistance ; un traitement thermique contrôlé par le fournisseur est recommandé. |
Ces plages de valeurs sont des références pratiques et non des paramètres de production universels. La température finale de recuit de l'aluminium doit être confirmée par la norme de l'alliage, son état initial, le certificat du matériau, la géométrie de la pièce, la régulation du four, les exigences de formage et les propriétés mécaniques requises.
Recuit complet vs détente vs recuit partiel de l'aluminium
Le recuit de l'aluminium ne signifie pas toujours un adoucissement maximal. En production, l'objectif peut être un recuit complet, un adoucissement partiel, une relaxation des contraintes ou une recristallisation après écrouissage.
| Type de processus | Objectif principal | Résultat typique | Lorsqu'il est utilisé |
|---|---|---|---|
| recuit complet | Adoucissement et ductilité maximum | Dureté minimale, formabilité maximale | Courbure sévère, évasement profond, formage lourd |
| Recuit partiel | Ramollissement contrôlé | Équilibre entre formabilité et résistance | Formage des extrémités de tubes, expansion modérée, assemblage contrôlé |
| Soulager le stress | Réduire le stress interne | Meilleure stabilité dimensionnelle avec un ramollissement limité | Après usinage, redressage, découpe ou formage |
| recuit de recristallisation | Rétablir la ductilité après écrouissage à froid | Réduction de l'écrouissage et amélioration de la formabilité | Aluminium laminé, étiré ou travaillé à froid |
Pour la fabrication de tubes en aluminium, un recuit partiel ou une relaxation contrôlée des contraintes peuvent s'avérer plus pratiques qu'un recuit complet. L'extrémité d'un tube peut nécessiter une meilleure ductilité pour la dilatation, mais la perche télescopique en aluminium doit conserver une rigidité suffisante pour résister à la flexion lors de son utilisation.

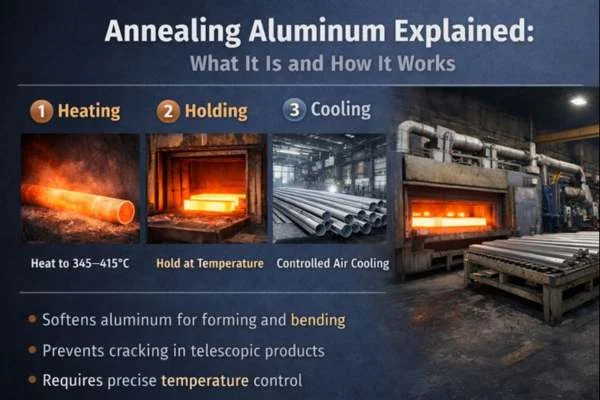
Fonctionnement du procédé de recuit de l'aluminium (étape par étape)

Le recuit de l'aluminium se déroule en trois étapes contrôlées. Les problèmes surviennent généralement lorsqu'une de ces étapes est précipitée ou irrégulière.
1. Chauffage
L'aluminium est chauffé à une plage de températures définie en fonction du type d'alliage.
Un chauffage uniforme est essentiel, notamment pour les longs tubes où les variations d'une extrémité à l'autre sont fréquentes.
2. Détention
L'aluminium reste à une température suffisamment longtemps pour que les contraintes internes se relâchent.
Un maintien insuffisant laisse le métal partiellement dur ; un maintien excessif peut affaiblir la structure granulaire.
3. Refroidissement
La plupart aluminium utilisation du recuit refroidissement par air naturel ou contrôlé.
Contrairement à l'acier, la trempe rapide n'est pas nécessaire pour le recuit de l'aluminium.
Température de recuit de l'aluminium par série d'alliage
Les différents alliages réagissent différemment à la chaleur. Les traiter de la même manière est une erreur de production courante.
| Série d'alliages | Plage de recuit typique | Notes pratiques |
|---|---|---|
| 3xxx | 345–415 °C | Stable, tolérant, largement utilisé dans le domaine des tubes |
| 5xxx | 345–415 °C | La teneur en magnésium nécessite un contrôle rigoureux. |
| 6xxx | 350–410 °C | Courant pour les poteaux télescopiques et les tubes de structure |
Problème concret :
Pour les tubes de la série 6xxx utilisés dans les systèmes télescopiques, un recuit insuffisant se manifeste souvent par des fissures lors de l'expansion ou par un glissement irrégulier lors de l'assemblage.
Comment le recuit modifie les propriétés de l'aluminium (ce que vous remarquerez concrètement)
Le recuit modifie le comportement de l'aluminium, mais pas son apparence.
Après recuit :
- La dureté diminue
- La ductilité augmente
- La force de formation chute
- Les surfaces de glissement glissent plus en douceur.
Le compromis réside dans la résistance. C'est pourquoi de nombreux produits sont recuits. avant de former, puis traité thermiquement ultérieurement si une résistance plus élevée est nécessaire.
Recuit ou traitement thermique : une différence claire pour les acheteurs
Ces deux processus sont souvent confondus, mais ils ont des effets opposés.
- recuit: ramollit l'aluminium pour permettre le formage
- Traitement thermique: renforce l'aluminium après formage
Si votre aluminium se fissure pendant flexion, Le recuit est la solution.
Si votre aluminium se plie trop facilement à l'usage, le traitement thermique est la solution.
Ils résolvent des problèmes différents.
Exemple d'usine : Recuit de l'aluminium pour les poteaux de piscine télescopiques

Perches télescopiques pour piscine exiger beaucoup tubes en aluminium:
- Parois minces
- Longues longueurs
- Glissements répétés pendant l'utilisation
Avant le recuit contrôlé, les problèmes de production courants incluent :
- Fissuration lors de la dilatation du tube
- Sensation de glissement inégale entre les tubes intérieur et extérieur
- Taux de rejet élevés à l'assemblage
Après l'introduction d'une étape de recuit contrôlé :
- La dilatation des tubes est devenue plus stable
- Le frottement de glissement a diminué
- Les défauts d'assemblage ont été considérablement réduits.
Pour les produits télescopiques en aluminium, le recuit fait souvent la différence entre un assemblage sans accroc et des réglages constants.
Comment recuire l'aluminium en production industrielle
Le recuit industriel de l'aluminium doit être contrôlé, validé et inspecté. Pour les tubes en aluminium et les composants de poteaux télescopiques d'origine, le recuit ne doit pas être considéré comme un chauffage aléatoire.
1. Identifier la nuance d'alliage et le revenu
Avant de procéder au recuit de l'aluminium, le fournisseur doit confirmer la nuance d'alliage et l'état de trempe actuel. Les alliages 6061-T6, 6063-T5, 3003-H14, 5052-H32 et 7075-T6 ne réagissent pas de la même manière.
Le fournisseur doit vérifier la nuance d'alliage, l'état de trempe actuel, le diamètre du tube, l'épaisseur de la paroi, le niveau d'écrouissage précédent, la ductilité requise et la charge finale requise.
2. Définir la cible de recuit
Le fournisseur doit préciser si l'objectif est un recuit complet, un adoucissement partiel, une relaxation des contraintes ou une ductilité améliorée pour une étape de formage spécifique.
Par exemple, une extrémité de tube qui se fissure lors de l'expansion peut ne nécessiter qu'un adoucissement contrôlé dans la zone de formage, tandis qu'une pièce fortement écrouie peut nécessiter un recuit plus étendu pour restaurer sa ductilité.
3. Sélectionnez la plage de températures de recuit
La température de recuit de l'aluminium doit être choisie en fonction de la nuance d'alliage, de l'état de trempe, de la géométrie du produit, de l'épaisseur de paroi et des performances finales.
Les tubes en aluminium à paroi mince nécessitent un contrôle plus précis que les pièces massives épaisses car ils chauffent plus vite et peuvent se déformer plus facilement.
4. Utiliser un chauffage et un trempage contrôlés
Le recuit industriel de l'aluminium doit être réalisé par chauffage contrôlé au four plutôt que par simple observation de la couleur. L'aluminium ne devient pas rougeoyant aux températures de recuit habituelles comme l'acier ; la couleur n'est donc pas un indicateur fiable.
Une fois la température sélectionnée atteinte, l'aluminium est maintenu à cette température pendant une durée contrôlée. Cette durée dépend de la nuance d'alliage, de l'épaisseur de paroi, du diamètre du tube, du degré d'écrouissage et de la malléabilité recherchée.
5. Refroidir et inspecter l'aluminium
Après trempage, l'aluminium est refroidi dans des conditions appropriées. Pour les tubes télescopiques en aluminium, le contrôle du refroidissement permet de réduire la flexion, la variation d'ovalisation et les déformations dimensionnelles.
L'inspection après recuit doit inclure le diamètre du tube, l'épaisseur de la paroi, la rectitude, la circularité, l'état de surface, le résultat du formage de l'extrémité du tube, l'ajustement coulissant et la force d'assemblage du verrouillage.
Ce qu'il ne faut pas faire lors du recuit de l'aluminium
Évitez ces erreurs courantes lors du recuit de l'aluminium :
- Ne partez pas du principe qu'une seule température de recuit convient à tous les alliages d'aluminium.
- Ne chauffez pas l'aluminium en vous fiant à sa couleur ; l'aluminium ne devient pas incandescent comme l'acier aux températures de recuit habituelles.
- Ne pas recuire l'aluminium 6061-T6 ou 7075-T6 si la pièce finale doit conserver une résistance de niveau T6.
- Ne pas recuire les tubes en aluminium de précision sans vérifier ensuite leur rectitude, leur circularité, leur tolérance de diamètre et leur ajustement coulissant.
- Ne considérez pas le recuit comme une solution pour corriger une mauvaise conception du tube, une épaisseur de paroi incorrecte, un rayon de courbure inadapté ou une profondeur d'expansion excessive.
- N’approuvez pas la production en série sans tests d’échantillons et validation par essai pilote.
Recuit de l'aluminium par alliage : 6061, 6063, 3003, 5052 et 7075
Les différents alliages d'aluminium réagissent différemment au recuit. Le procédé approprié dépend de la composition chimique de l'alliage, de son état de trempe, des exigences de mise en forme et de l'application finale.
Recuit de l'aluminium 6061
L'aluminium 6061 est un alliage traitable thermiquement couramment utilisé pour les pièces de structure, les composants usinés, les tubes, les supports et les assemblages. Le recuit de l'aluminium 6061 permet d'améliorer sa ductilité et de réduire sa dureté lorsque le matériau nécessite une mise en forme supplémentaire après usinage, extrusion ou travail à froid.
Cependant, si l'aluminium 6061-T6 est recuit, il devient plus mou et perd une grande partie de sa résistance T6. Pour les projets interentreprises de tubes en aluminium, les acheteurs doivent clairement préciser si l'exigence finale est une bonne formabilité, une résistance après formage élevée ou un compromis entre les deux.
Recuit de l'aluminium 6063
L'aluminium 6063 est largement utilisé pour les extrusions d'aluminium, les profilés en aluminium, les tubes en aluminium et les systèmes de poteaux télescopiques car il offre une bonne extrudabilité, une bonne qualité de finition de surface, une bonne résistance à la corrosion et des performances de formage stables.
Le recuit de l'aluminium 6063 peut être évalué lorsque le tube nécessite une expansion d'extrémité, un évasement, un sertissage, une réduction, un cintrage ou un assemblage stable avec des verrous, des colliers, des bouchons, des boutons ou des embouts filetés en plastique.
Pour les perches télescopiques en aluminium à plusieurs sections, même de faibles variations de diamètre des tubes, d'épaisseur d'anodisation ou de circularité peuvent affecter le coulissement. C'est pourquoi le recuit de l'aluminium 6063 doit être évalué dans le cadre du processus complet de fabrication des perches.
Recuit de l'aluminium 3003 et 5052
L'aluminium 3003 est couramment utilisé pour la fabrication de pièces formées, de tubes et pour la fabrication générale. Le recuit de l'aluminium 3003 permet d'améliorer sa ductilité et de réduire le risque de fissuration après écrouissage.
L'aluminium 5052 offre une bonne résistance à la corrosion et une bonne formabilité. Un recuit de l'aluminium 5052 peut être envisagé avant le formage, mais la maîtrise du procédé est essentielle pour garantir des propriétés mécaniques stables et une bonne qualité de surface.
Recuit de l'aluminium 7075
L'aluminium 7075 est un alliage à haute résistance. Le recuit ou le traitement thermique de l'aluminium 7075 doit être contrôlé par le fournisseur et adapté à l'application. Il n'est généralement pas choisi pour le formage simple, sauf si les exigences de résistance justifient un contrôle accru du procédé.
Aluminium recuit vs aluminium T5 et T6
L'aluminium recuit, l'aluminium T5 et l'aluminium T6 répondent à des besoins différents. L'aluminium recuit est plus malléable et plus facile à former, tandis que les aluminiums T5 et T6 sont utilisés lorsque la résistance, la rigidité et les performances structurelles sont primordiales.
| Élément de comparaison | Aluminium recuit | Aluminium T5 | Aluminium T6 |
|---|---|---|---|
| Objectif principal | Améliorer la formabilité | Force contrôlée après refroidissement et vieillissement | Résistance accrue après traitement en solution et vieillissement |
| Dureté | Inférieur | Moyen | Plus haut |
| Ductilité | Plus haut | Moyen | État inférieur à l'état recuit |
| Performances de flexion | Mieux | Cela dépend du rayon et de l'alliage. | Risque de fissuration plus élevé en cas de flexion serrée |
| Expansion du tube | Plus facile | Peut nécessiter des tests | Peut se fissurer si la formation est sévère |
| Pertinence de la perche télescopique | Utile pour les extrémités de tubes formés | Courant pour les tubes de poteaux extrudés | Utile lorsque la résistance et la rigidité sont nécessaires |
| Risque principal | Trop mou pour la charge finale | Doit correspondre à l'application | Perd de sa résistance après recuit |
Pour les perches télescopiques en aluminium, les propriétés optimales du matériau dépendent de la conception du produit. Une longue perche extensible peut nécessiter rigidité et résistance, tandis qu'une extrémité de tube devant être évasée ou élargie peut exiger une ductilité accrue avant formage.
Si votre projet inclut également la sélection du système de verrouillage, la trempe du tube doit être examinée conjointement avec le système de verrouillage. Différentes structures dans un mécanisme de verrouillage de la perche télescopique peut exercer une contrainte différente sur le tube en aluminium lors de l'extension, du serrage ou d'une utilisation répétée.
Quand l'aluminium a-t-il besoin d'un recuit ?
Tous les projets de tubes en aluminium ne nécessitent pas de recuit. L'aluminium recuit est utile lorsque la formabilité est primordiale, mais l'aluminium à l'état brut peut être préférable lorsque le produit final requiert rigidité, résistance et stabilité dimensionnelle.
Choisissez l'aluminium recuit lorsque
Choisissez l'aluminium recuit lorsque :
- Le tube doit être dilaté, évasé, cintré ou serti.
- Des fissures apparaissent lors de la formation secondaire.
- La pièce doit présenter une ductilité élevée avant l'assemblage.
- Le matériau a subi un écrouissage.
- L'extrémité du tube nécessite une forme spéciale.
- La profondeur de formage est difficile à obtenir dans l'état de trempe actuel.
- Le projet est en phase de test d'échantillons ou de validation pilote.
Évitez l'aluminium recuit ou évaluez-le avec soin.
Évitez l'aluminium recuit ou évaluez-le avec soin lorsque :
- Le dernier poteau nécessite une rigidité maximale.
- La pièce doit conserver une résistance T5 ou T6.
- La paroi du tube est mince et peut se déformer sous la charge.
- Le système télescopique exige une tolérance de glissement serrée et une rigidité élevée.
- Cette pièce supporte une charge structurelle.
- Le degré de trempe actuel réussit déjà les tests de formage et d'assemblage.
- La finition de surface ou la stabilité dimensionnelle peuvent être affectées.
Pour les projets de poteaux télescopiques en aluminium sur mesure, la question pertinente n'est pas “ L'aluminium recuit est-il un bon matériau ? ”, mais plutôt :
Le recuit améliore-t-il la stabilité de formage sans altérer la résistance finale, la tolérance, l'état de surface ou les performances d'assemblage ?
Cette même logique de choix des matériaux s'applique également à la comparaison de différents matériaux pour poteaux. Par exemple, l'aluminium et la fibre de verre présentent des comportements différents en termes de rigidité, de poids, de résistance à la corrosion et de stabilité en extension. Vous pouvez consulter ce sujet dans notre guide. perches d'extension en aluminium ou en fibre de verre.
Recuit de l'aluminium avant pliage, évasement, expansion et rétreint
Les tubes en aluminium subissent souvent plusieurs étapes de transformation après extrusion, notamment la découpe, le perçage, le poinçonnage, le rainurage, le taraudage, le rainurage, le rétreint, la réduction, l'évasement et l'expansion.
| Processus de formation | Pourquoi le recuit peut être utile | Risques clés à vérifier |
|---|---|---|
| Flexion | Réduit les fissures lorsque le rayon de courbure est faible. | Aplatissement du tube, retour élastique, perte de résistance |
| Éruption | Permet à l'extrémité du tube de s'ouvrir plus facilement. | Déchirure des bords, forme évasée irrégulière |
| Expansion | Améliore la ductilité des verrous, colliers ou connecteurs en plastique | Fissuration de l'extrémité du tube, modification de l'ovalisation |
| Rétrécissement / Réduction | Améliore la formabilité lors du changement de diamètre du tube | Rides, amincissement localisé, instabilité de la forme |
| Poinçonnage / Fendage | Peut réduire la fissuration locale dans les matériaux soumis à des contraintes. | Déformation des trous, bavures, écart de tolérance |
Un recuit contrôlé avant expansion peut améliorer la stabilité de formage, réduire les fissures et rendre la force d'assemblage plus constante. Ceci est particulièrement pertinent lorsque le tube en aluminium doit fonctionner avec un perche télescopique à verrouillage par rotation structure ou autres composants de verrouillage en plastique.

Défauts courants de recuit de l'aluminium et prévention
Un recuit de l'aluminium mal maîtrisé peut engendrer de nouveaux problèmes au lieu de résoudre les défauts de formage. Pour les tubes en aluminium et les composants de poteaux télescopiques, des défauts apparaissent fréquemment lors du formage, de l'anodisation, de l'assemblage ou des tests fonctionnels finaux.
| Défaut | Cause possible | Impact sur les tubes en aluminium | Prévention |
|---|---|---|---|
| Fissuration de l'extrémité du tube | Matériau trop dur ou ductile insuffisant | Le collier de verrouillage, le connecteur ou le capuchon d'extrémité ne peuvent pas s'assembler correctement. | Évaluer le recuit avant l'expansion, l'évasement ou le matriçage |
| Changement d'ovalité | Chauffage inégal, support de fixation insuffisant ou déformation de la paroi mince | Le coulissement télescopique devient instable | Contrôle du support de chauffage, de la méthode de refroidissement et de l'inspection dimensionnelle |
| Perte de rigidité | Sur-recuit ou sélection de trempe incorrecte | Le poteau semble fragile sous charge ou extension | Adapter le processus de recuit à l'objectif de résistance final |
| Décoloration de la surface | Mauvaise atmosphère du four, contamination ou nettoyage insuffisant | Incohérence de la finition anodisée | Séquence de nettoyage et de contrôle de la surface et du traitement thermique |
| Force d'expansion incohérente | Variation de lot ou chauffage instable | La force d'assemblage varie d'un lot à l'autre. | Utiliser la traçabilité des lots et les essais de formage |
| Cintrage ou déformation des tubes | Chauffage inégal ou support de tube insuffisant | Glissement difficile et aspect médiocre | Utiliser les dispositifs appropriés et effectuer un contrôle de rectitude |
| mauvaise consistance d'anodisation | Le traitement thermique et l'état de surface ne sont pas contrôlés. | Différence de couleur entre les sections du tube | Prévoir un recuit avant la finition et contrôler la qualité de la surface |
| Souplesse excessive à l'extrémité du tube | Surchauffe locale ou heure incorrecte | La zone de verrouillage peut se déformer pendant l'utilisation | Valider la plage de recuit par des tests sur des échantillons |
Pour les projets de tubes en aluminium OEM, chaque processus de recuit doit être lié à la traçabilité des lots, à l'inspection des matériaux, au contrôle dimensionnel, aux essais de formage, aux tests de finition de surface et aux tests d'assemblage final.
Le rôle du recuit dans la fabrication des tubes en aluminium
Le recuit de l'aluminium doit être pris en compte dans le processus complet de fabrication des tubes en aluminium. Pour les projets de poteaux télescopiques, la séquence des opérations influe sur la précision des tubes, l'aspect de surface, la qualité du formage et l'assemblage final.
Un processus typique de fabrication de tubes télescopiques en aluminium peut comprendre :
- Sélection de l'alliage et conception de la filière d'extrusion
- Extrusion de tubes en aluminium
- Redressage et inspection dimensionnelle initiale
- Couper à la longueur requise
- Évaluation du recuit avant formage
- Élargissement, évasement, rétreint, réduction, poinçonnage ou rainurage des tubes
- Finition de surface telle que l'anodisation, le sablage ou le revêtement en poudre
- Ensemble de verrouillage, connecteur, fiche, poignée ou capuchon en plastique
- Inspection de l'ajustement coulissant, de la force de verrouillage, de la rectitude et de l'aspect
- Emballage, étiquetage, marquage OEM et expédition
Pour les perches télescopiques à plusieurs sections, même de petites différences d'épaisseur d'anodisation, de circularité des tubes ou de tolérance de diamètre peuvent affecter le coulissement. Si le produit final est un rallonge de piscine, La surface du tube doit à la fois résister à la corrosion et permettre un réglage précis.
Le principe est simple : si le recuit améliore le formage des extrémités du tube mais engendre un mauvais ajustement après anodisation, le procédé est voué à l’échec. Si le recuit réduit les fissures mais rend le pôle final trop mou, la conception doit être revue.
Liste de vérification pour l'acheteur de tubes en aluminium recuit
Lors de l'achat de tubes en aluminium recuit ou de composants sur mesure pour poteaux télescopiques en aluminium, les acheteurs doivent éviter les exigences vagues telles que “ tube en aluminium mou ” ou “ aluminium facile à plier ”. Au contraire, le cahier des charges doit définir clairement l'alliage, la trempe, les dimensions, le procédé de formage, la finition de surface et l'application finale.
| Article de spécification | Informations recommandées |
|---|---|
| Grade d'alliage | Alliage 6061, 6063, 6005, 3003, 5052, 7075 ou alliage sur mesure |
| Exigence de tempérament | Recuit, T5, T6 ou état spécifique au projet |
| Diamètre du tube | diamètre extérieur et diamètre intérieur |
| Épaisseur de paroi | Épaisseur et tolérance requises |
| Longueur | Longueur de coupe et tolérance |
| Processus de formation | Cintrage, évasement, expansion, rétreint, réduction, poinçonnage, perçage, rainurage |
| Finition de surface | Anodisé, sablé, thermolaqué, poli, couleur personnalisée |
| Exigences d'assemblage | Verrou en plastique, poignée en caoutchouc, connecteur, insert fileté, capuchon d'extrémité, bouton |
| Exigence fonctionnelle | Ajustement coulissant, force de verrouillage, rigidité, résistance à la corrosion, aspect |
| Contrôle de qualité | Contrôle dimensionnel, contrôle de surface, essais d'assemblage |
| Conditionnement | Emballage en vrac, emballage de détail, logo |
Pour aider le fournisseur à évaluer si un recuit de l'aluminium est nécessaire, veuillez lui communiquer la nuance d'alliage, l'état de trempe actuel, le dessin du tube, l'épaisseur de paroi, les exigences de formage, la finition de surface, les pièces d'assemblage, l'application finale, la quantité prévue et la norme d'inspection.
Comment Xingyong soutient les projets de tubes en aluminium et de poteaux télescopiques
Xingyong ne considère pas le recuit comme un procédé standard. Pour chaque projet de tube en aluminium ou de perche télescopique sur mesure, nous examinons d'abord la nuance d'alliage, la trempe, l'épaisseur de paroi, le diamètre du tube, la profondeur de formage, le système de verrouillage, les exigences d'anodisation, la finition de surface et la tolérance de glissement finale.
Si les essais de formage révèlent des fissures, une expansion instable, un mauvais évasement, un matriçage difficile ou une force d'assemblage de verrouillage incohérente, Xingyong peut tester si un recuit contrôlé améliore la formabilité sans rendre le tube en aluminium trop mou pour l'utilisation finale.
Étant donné que Xingyong prend en charge l'extrusion de tubes en aluminium, la finition de précision, le développement de verrous en plastique, le traitement de surface et l'assemblage final des poteaux télescopiques, les décisions relatives au recuit peuvent être évaluées en fonction de la structure complète du produit et non comme une étape de traitement thermique isolée.
Xingyong peut prendre en charge :
- Extrusion de tubes en alliage d'aluminium
- Diamètre et épaisseur de paroi du tube sur mesure
- Contrôle des tolérances pour les systèmes télescopiques multi-sections
- Découpe, perçage, poinçonnage, rainurage, taraudage, rainurage, rétreint, réduction, évasement et expansion
- Anodisation, sablage, revêtement en poudre et finitions de surface personnalisées
- Développement de verrous, connecteurs, colliers, poignées, fiches et composants moulés en plastique
- Assemblage final de la perche télescopique et essais fonctionnels
- Emballage personnalisé, étiquetage, logo et production OEM
Contrairement aux fournisseurs qui ne produisent que des tubes en aluminium ou qui ne fournissent que des accessoires de poteaux en plastique, Xingyong peut coordonner la fabrication des tubes en aluminium, le développement des composants en plastique, la finition de surface et l'assemblage final des poteaux télescopiques dans un seul flux de production.
FAQ sur le recuit de l'aluminium
À quelle température est-on utilisée pour recuire l'aluminium ?
De nombreuses références pratiques sur le recuit de l'aluminium se trouvent autour de 300–415 °C / 570–780 °F. La température de recuit exacte dépend de la nuance d'alliage, de l'état de trempe, de l'épaisseur de paroi, de l'écrouissage préalable, de la géométrie de la pièce et des propriétés mécaniques finales requises.
Quelle est la température de recuit de l'aluminium 6061 ?
L'aluminium 6061 est souvent recuit dans une plage de référence pratique d'environ 345–415 °C / 650–780 °F, Cela dépend de la forme du produit et des conditions requises. Si l'aluminium 6061-T6 est recuit, il devient plus mou et perd une grande partie de sa résistance T6.
Quelle est la température de recuit de l'aluminium 6063 ?
L'aluminium 6063 est généralement recuit autour de 345–410 °C / 650–770 °F, Cela dépend de la trempe, de l'épaisseur de paroi et des exigences de formage. L'aluminium 6063 est largement utilisé pour les profilés extrudés, les tubes et les sections de poteaux télescopiques.
L'aluminium 6061-T6 peut-il être recuit ?
Oui. L'aluminium 6061-T6 peut être recuit pour améliorer sa ductilité et réduire sa dureté. Cependant, le recuit diminue considérablement la résistance du T6 ; il ne doit donc être utilisé que lorsque la formabilité prime sur le maintien des performances mécaniques du T6.
Le recuit de l'aluminium le rend-il plus fragile ?
Oui. Le recuit de l'aluminium réduit généralement sa dureté et sa résistance à la traction, car ce procédé adoucit le matériau et améliore sa ductilité. Cette opération est utile avant le cintrage, l'évasement, l'expansion de tubes ou le rétreint, mais elle peut ne pas convenir si la pièce finale doit conserver une rigidité élevée ou une résistance de niveau T6.
Le recuit de l'aluminium est-il la même chose que le traitement thermique ?
Le recuit de l'aluminium est un type de traitement thermique, mais il diffère du traitement de mise en solution et du vieillissement artificiel. Le recuit a généralement pour effet d'adoucir l'aluminium, tandis que le traitement de mise en solution et le vieillissement sont souvent utilisés pour accroître la résistance des alliages d'aluminium traitables thermiquement.
Les tubes en aluminium nécessitent-ils un recuit avant d'être dilatés ou évasés ?
Certains tubes en aluminium nécessitent un recuit avant d'être dilatés ou évasés, notamment les tubes à paroi mince, les tubes écrouis ou les tubes soumis à des opérations de formage profondes. Le recuit améliore la ductilité et contribue à réduire le risque de fissuration à l'extrémité du tube.
Comment savoir si l'aluminium est recuit ?
L'aluminium recuit est généralement plus tendre et plus ductile que l'aluminium écroui ou traité T5/T6. En production, son état doit être vérifié à l'aide de documents relatifs aux matériaux, d'essais de dureté, d'essais de formage, de contrôles dimensionnels et des dossiers de processus du fournisseur, et non pas uniquement par l'aspect visuel.
L'aluminium peut-il être recuit plus d'une fois ?
Oui. L'aluminium peut être recuit plusieurs fois si le procédé est correctement maîtrisé. Cependant, les recuits répétés doivent être évalués avec soin car ils peuvent affecter les propriétés mécaniques, l'état de surface, les dimensions et les performances du produit final.
L'aluminium recuit est-il adapté aux perches télescopiques ?
L'aluminium recuit peut s'avérer utile pour certaines étapes de formage des poteaux télescopiques, telles que l'expansion, l'évasement, le rétreint ou la réduction des tubes. Toutefois, le poteau final doit présenter une résistance et une rigidité suffisantes ; le recuit doit donc être adapté à la structure du poteau, à la conception du système de verrouillage, aux tolérances des tubes et aux exigences de l'application.
Conclusion
Le recuit de l'aluminium n'est pas simplement une opération d'adoucissement à température fixe. Il s'agit d'une décision de fabrication qui dépend de la nuance d'alliage, de l'état de trempe, du niveau d'écrouissage, de l'épaisseur de paroi, de la difficulté de formage, de la résistance finale, de l'état de surface et des tolérances dimensionnelles.
Pour la fabrication générale de l'aluminium, le recuit permet d'améliorer la ductilité, de réduire les contraintes internes et de faciliter le cintrage, l'évasement, l'expansion, le rétreint, la réduction et le formage. Pour les tubes, les profilés et les poteaux télescopiques en aluminium, le recuit influe également sur le formage des extrémités, l'assemblage des verrous plastiques, la fluidité du glissement, l'homogénéité de l'anodisation, la reproductibilité des lots et la qualité du produit final.
Si votre projet de tube en aluminium ou de poteau télescopique présente des risques de fissures lors de la dilatation, d'évasement instable, d'assemblage difficile des verrous en plastique, de défauts de sertissage ou de tolérance de glissement stricte, envoyer Xingyong Votre nuance d'alliage, le tréfilage du tube, l'épaisseur de paroi, les exigences de formage, la finition de surface et l'application finale : notre équipe peut évaluer la nécessité d'un recuit et vous aider à élaborer un plan de production OEM réalisable, de la fabrication du tube en aluminium à l'assemblage final du mât télescopique.
Guides et ressources associés
Continuez la lecture
Glossaire · Quelle est la densité de l'aluminium ? · Les lingots d'aluminium ont-ils de la valeur et combien valent-ils ? · L'aluminium rouille-t-il ? · Conductivité électrique de l'aluminium · À partir de quelle température l'aluminium devient-il trop chaud ? · L'aluminium est-il conducteur ? · L'aluminium est-il magnétique ? · Point de fusion de l'aluminium · Quelle est la couleur de l'aluminium ?
Produits associés : Explorez les produits associés et solutions de correspondance d'avis.


