
O recozimento do alumínio não é um conceito de laboratório — é uma realidade. decisão de produção que afeta diretamente o sucesso da formação, a eficiência da montagem e as taxas de defeito.
Se suas peças de alumínio são dobradas, expandidas, trefiladas ou usadas em sistemas telescópicos, o recozimento geralmente determina se a produção ocorre sem problemas ou se é interrompida com rachaduras e necessidade de retrabalho.
Este guia explica O que é o recozimento do alumínio, como funciona em fábricas reais e como você deve especificá-lo ao adquirir peças de alumínio..
O que é o recozimento do alumínio?
O recozimento do alumínio é um processo de tratamento térmico controlado que amolece o alumínio, reduz a tensão interna e melhora a ductilidade para dobramento, alargamento, expansão, estampagem, redução e conformação. Referências práticas sobre recozimento de alumínio geralmente se situam em torno de 300–415 °C / 570–780 °F, Mas a temperatura correta depende da qualidade da liga, da têmpera, do trabalho a frio prévio, da espessura da parede, do controle do forno e da resistência final necessária.
O recozimento do alumínio é útil quando o alumínio trinca durante a conformação ou se torna excessivamente duro após extrusão, laminação, trefilação, endireitamento, corte ou usinagem. No entanto, o recozimento geralmente reduz a dureza e a resistência mecânica, portanto, deve ser especificado apenas quando a melhoria da ductilidade for mais importante do que a rigidez máxima, a capacidade de carga ou o desempenho T5/T6.
Para tubos de alumínio, perfis extrudados de alumínio e componentes de postes telescópicos, o recozimento do alumínio não se resume apenas à maleabilidade. Ele pode afetar a conformação das extremidades dos tubos, a tolerância ao deslizamento, a consistência da anodização, a montagem com travas plásticas e a repetibilidade da produção OEM.
Tabela de temperaturas de recozimento do alumínio
Para muitas ligas de alumínio forjado, as referências práticas de recozimento geralmente giram em torno de 300–415 °C / 570–780 °F. No entanto, a temperatura de recozimento do alumínio não é universal. Ela varia de acordo com a liga, a têmpera, o trabalho a frio prévio, a espessura da peça e se o objetivo é o recozimento completo, o amolecimento parcial ou o alívio de tensões.
| Liga de alumínio / Série | Referência prática de recozimento | Referência Fahrenheit | Notas práticas |
|---|---|---|---|
| 1100 / 1xxx | 300–415°C | 570–780°F | Alumínio de alta ductilidade, fácil de amolecer e moldar. |
| 3003 / 3xxx | 345–415°C | 650–780°F | Comum em peças moldadas, tubos e fabricação em geral. |
| 5052 / 5xxx | 345–415°C | 650–780°F | Boa conformabilidade; o controle do processo é importante. |
| 6061 / 6xxx | 345–415°C | 650–780°F | A resistência diminui após o recozimento; a condição T6 é perdida. |
| 6063 / 6xxx | 345–410°C | 650–770°F | Comum em perfis extrudados, tubos de alumínio e seções de postes telescópicos. |
| 6005 / 6xxx | 345–410°C | 650–770°F | Utilizado para extrusões estruturais e componentes de postes. |
| 7075 / 7xxx | Específico do processo | Específico do processo | Liga de alta resistência; recomenda-se tratamento térmico controlado pelo fornecedor. |
Esses intervalos são referências práticas, não parâmetros universais de produção. A temperatura final de recozimento do alumínio deve ser confirmada pela norma da liga, têmpera original, certificado do material, geometria da peça, controle do forno, requisitos de conformação e propriedades mecânicas requeridas.
Recozimento total vs. alívio de tensões vs. recozimento parcial do alumínio
O recozimento do alumínio nem sempre significa amolecimento máximo. Na produção real, o objetivo do processo pode ser o recozimento completo, o amolecimento parcial, o alívio de tensões ou a recristalização após o trabalho a frio.
| Tipo de processo | Objetivo principal | Resultado típico | Quando é usado |
|---|---|---|---|
| Recozimento completo | Máxima amolecimento e ductilidade | Menor dureza, maior conformabilidade | Curvatura acentuada, alargamento profundo, conformação pesada |
| Recozimento parcial | Amolecimento controlado | Equilíbrio entre maleabilidade e resistência | Conformação da extremidade do tubo, expansão moderada, montagem controlada |
| Alívio do estresse | Reduzir o estresse interno | Melhor estabilidade dimensional com amolecimento limitado. | Após usinagem, endireitamento, corte ou conformação. |
| recozimento de recristalização | Restaurar a ductilidade após trabalho a frio | Redução do endurecimento por deformação e melhoria da conformabilidade. | Alumínio laminado, trefilado ou trabalhado a frio |
Na fabricação de tubos de alumínio, o recozimento parcial ou o alívio controlado de tensões podem ser mais práticos do que o recozimento total. A extremidade do tubo pode precisar de maior ductilidade para suportar a expansão, mas a haste telescópica de alumínio completa ainda precisa de rigidez suficiente para resistir à flexão durante o uso.

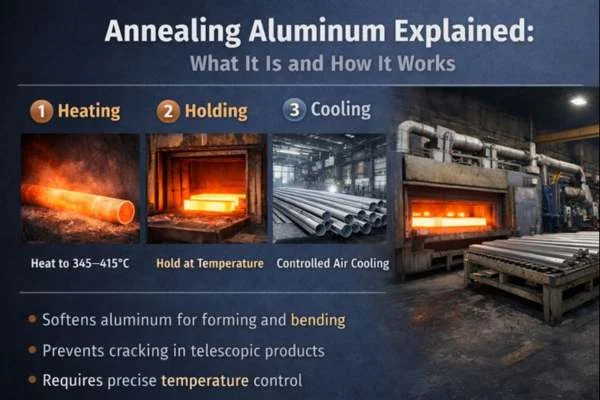
Como funciona o processo de recozimento do alumínio (passo a passo)

O recozimento do alumínio segue três etapas controladas. Os problemas geralmente ocorrem quando uma delas é feita de forma apressada ou irregular.
1. Aquecimento
O alumínio é aquecido a uma faixa de temperatura definida com base no tipo de liga.
O aquecimento uniforme é crucial, especialmente para tubos longos onde a variação de temperatura de uma extremidade à outra é comum.
2. Segurando
O alumínio permanece a uma temperatura por tempo suficiente para que as tensões internas sejam liberadas.
Uma fixação insuficiente deixa o metal parcialmente endurecido; uma fixação excessiva pode enfraquecer a estrutura granular.
3. Resfriamento
Maioria alumínio usos de recozimento resfriamento por ar natural ou controlado.
Diferentemente do aço, o resfriamento rápido não é necessário para o recozimento do alumínio.
Temperatura de recozimento do alumínio por série de ligas
Diferentes ligas metálicas reagem de forma diferente ao calor. Tratá-las da mesma maneira é um erro comum na produção.
| Série de ligas | Faixa típica de recozimento | Notas práticas |
|---|---|---|
| 3xxx | 345–415 °C | Estável, tolerante, amplamente utilizado em tubos. |
| 5xxx | 345–415 °C | O teor de magnésio requer controle rigoroso. |
| 6xxx | 350–410 °C | Comum em postes telescópicos e tubos estruturais. |
Problema do mundo real:
Em tubos da série 6xxx usados em sistemas telescópicos, o recozimento insuficiente geralmente se manifesta como rachaduras durante a expansão ou deslizamento irregular durante a montagem.
Como o recozimento altera as propriedades do alumínio (o que você realmente notará)
O recozimento altera o comportamento do alumínio, não sua aparência.
Após o recozimento:
- A dureza diminui
- A ductilidade aumenta.
- A força de formação cai
- Superfícies deslizantes se movem com mais suavidade
A contrapartida é a resistência. É por isso que muitos produtos são recozidos. antes de formar, e, posteriormente, submetido a tratamento térmico caso seja necessária maior resistência.
Recozimento versus tratamento térmico: uma diferença clara para os compradores.
Esses dois processos são frequentemente confundidos, mas eles fazem coisas opostas.
- Recozimento: amolece o alumínio para possibilitar a sua moldagem
- Tratamento térmico: fortalece o alumínio após a conformação
Se o seu alumínio rachar durante curvatura, O recozimento é a solução.
Se o seu alumínio se deforma com muita facilidade durante o uso, o tratamento térmico é a solução.
Eles resolvem problemas diferentes.
Exemplo de fábrica: Recozimento de alumínio para postes telescópicos de piscina

Postes telescópicos para piscina impor altas exigências a tubos de alumínio:
- Paredes finas
- Comprimentos longos
- Deslizamento repetido durante o uso
Antes do recozimento controlado, os problemas comuns de produção incluem:
- Rachaduras durante a expansão do tubo
- Sensação de deslizamento irregular entre os tubos interno e externo
- Altas taxas de rejeição na montagem.
Após a introdução de uma etapa de recozimento controlado:
- A expansão do tubo tornou-se mais estável.
- O atrito de deslizamento diminuiu.
- Os defeitos de montagem foram significativamente reduzidos.
Para produtos telescópicos de alumínio, o recozimento muitas vezes faz a diferença entre uma montagem tranquila e ajustes constantes.
Como recozer alumínio na produção industrial
O recozimento industrial do alumínio deve ser controlado, validado e inspecionado. Para tubos de alumínio de fabricantes de equipamentos originais (OEM) e componentes de postes telescópicos, o recozimento não deve ser tratado como um aquecimento aleatório.
1. Identificar a classe e a têmpera da liga.
Antes de realizar o recozimento do alumínio, o fornecedor deve confirmar a liga e a têmpera atual. As ligas 6061-T6, 6063-T5, 3003-H14, 5052-H32 e 7075-T6 não respondem da mesma maneira.
O fornecedor deve verificar a liga, a têmpera atual, o diâmetro do tubo, a espessura da parede, o nível de trabalho a frio anterior, a ductilidade necessária e a carga final exigida.
2. Defina o alvo de recozimento
O fornecedor deve definir se o objetivo é o recozimento completo, o amolecimento parcial, o alívio de tensões ou a melhoria da ductilidade para uma etapa de conformação específica.
Por exemplo, a extremidade de um tubo que racha durante a expansão pode precisar apenas de um amolecimento controlado na área de conformação, enquanto uma peça submetida a forte deformação a frio pode exigir um recozimento mais amplo para restaurar a ductilidade.
3. Selecione a faixa de temperatura de recozimento.
A temperatura de recozimento do alumínio deve ser selecionada de acordo com a liga, têmpera, geometria do produto, espessura da parede e desempenho final.
Tubos de alumínio de parede fina exigem um controle mais cuidadoso do que peças sólidas espessas, pois aquecem mais rapidamente e podem deformar-se com maior facilidade.
4. Utilize aquecimento controlado e imersão.
O recozimento industrial do alumínio deve utilizar aquecimento controlado em forno, em vez de avaliação visual pela cor. O alumínio não fica incandescente em temperaturas típicas de recozimento como o aço, portanto a cor não é um indicador confiável.
Após o alumínio atingir a temperatura selecionada, ele é mantido nessa temperatura por um período controlado. O tempo de permanência depende da liga, da espessura da parede, do diâmetro do tubo, do nível de trabalho a frio e da maciez desejada.
5. Deixe o alumínio esfriar e inspecione-o.
Após a imersão, o alumínio é resfriado em condições adequadas. No caso de tubos telescópicos de alumínio, o controle do resfriamento ajuda a reduzir a curvatura, a ovalização e a variação dimensional.
A inspeção pós-recocimento deve incluir o diâmetro do tubo, a espessura da parede, a retilineidade, a circularidade, a condição da superfície, o resultado da conformação da extremidade do tubo, o ajuste deslizante e a força de montagem da trava.
O que não fazer ao recozer alumínio
Evite estes erros comuns no recozimento do alumínio:
- Não assuma que uma única temperatura de recozimento funcione para todas as ligas de alumínio.
- Não aqueça o alumínio pela cor; o alumínio não brilha como o aço nas temperaturas típicas de recozimento.
- Não realize o recozimento do alumínio 6061-T6 ou 7075-T6 se a peça final precisar manter a resistência do nível T6.
- Não recozer tubos de alumínio de precisão sem verificar posteriormente a retidão, a circularidade, a tolerância do diâmetro e o encaixe deslizante.
- Não considere o recozimento como uma solução para problemas de projeto de tubo, espessura de parede incorreta, raio de curvatura inadequado ou profundidade de expansão excessiva.
- Não aprove a produção em massa sem testes de amostra e validação em produção piloto.
Recozimento de alumínio por liga: 6061, 6063, 3003, 5052 e 7075
Diferentes ligas de alumínio reagem de forma diferente ao recozimento. O processo correto depende da composição química da liga, da têmpera, dos requisitos de conformação e da aplicação final.
Recozimento do alumínio 6061
O alumínio 6061 é uma liga tratável termicamente, comumente usada em peças estruturais, componentes usinados, tubos de alumínio, suportes e conjuntos de engenharia. O recozimento do alumínio 6061 pode melhorar a ductilidade e reduzir a dureza quando o material necessita de conformação adicional após usinagem, extrusão ou trabalho a frio.
No entanto, se o alumínio 6061-T6 for recozido, ele se torna mais macio e perde grande parte de sua resistência T6. Para projetos de tubos de alumínio B2B, os compradores devem especificar claramente se o requisito final é a conformabilidade a frio, a resistência após a conformação ou um equilíbrio controlado entre os dois.
Recozimento do alumínio 6063
O alumínio 6063 é amplamente utilizado em extrusões, perfis, tubos e sistemas de postes telescópicos devido à sua boa extrudabilidade, qualidade de acabamento superficial, resistência à corrosão e desempenho de conformação estável.
O recozimento do alumínio 6063 pode ser avaliado quando o tubo requer expansão de extremidade, alargamento, estampagem, redução, curvatura ou montagem estável com travas de plástico, colares, plugues, botões ou pontas roscadas.
Em postes telescópicos de alumínio com múltiplas seções, mesmo pequenas diferenças no diâmetro do tubo, na espessura da anodização ou na circularidade podem afetar o movimento de deslizamento. Por isso, o recozimento do alumínio 6063 deve ser avaliado como parte do processo completo de fabricação do poste.
Recozimento de alumínio 3003 e 5052
O alumínio 3003 é comumente usado para peças conformadas, tubos e fabricação em geral. O recozimento do alumínio 3003 pode melhorar a ductilidade e reduzir o risco de fissuras após o trabalho a frio.
O alumínio 5052 oferece boa resistência à corrosão e conformabilidade. O recozimento do alumínio 5052 pode ser utilizado antes da conformação, mas o controle do processo é importante para manter o comportamento mecânico estável e a qualidade da superfície.
Recozimento do alumínio 7075
O alumínio 7075 é uma liga de alta resistência. O recozimento ou tratamento térmico do alumínio 7075 deve ser controlado pelo fornecedor e específico para cada aplicação. Geralmente, não é escolhido para conformação simples, a menos que os requisitos de resistência justifiquem o controle adicional do processo.
Alumínio recozido versus alumínio T5 e T6
O alumínio recozido, o alumínio T5 e o alumínio T6 têm finalidades diferentes. O alumínio recozido é mais macio e fácil de moldar, enquanto o alumínio T5 e o T6 são usados quando a resistência, a rigidez e o desempenho estrutural são mais importantes.
| Item de comparação | Alumínio recozido | Alumínio T5 | Alumínio T6 |
|---|---|---|---|
| Objetivo principal | Melhorar a capacidade de conformação | Força controlada após resfriamento e envelhecimento. | Maior resistência após tratamento com solução e envelhecimento. |
| Dureza | Mais baixo | Médio | Mais alto |
| Ductilidade | Mais alto | Médio | Inferior à condição recozida |
| Desempenho de flexão | Melhorar | Depende do raio e da liga. | Maior risco de fissuras sob curvatura acentuada |
| Expansão de Tubo | Mais fácil | Pode ser necessário realizar testes. | Pode rachar se a formação for intensa. |
| Relevância do mastro telescópico | Útil para extremidades de tubos moldados | Comum em tubos de postes extrudados | Útil quando são necessárias resistência e rigidez. |
| Risco principal | Muito macio para a carga final | Deve corresponder à candidatura. | Perde resistência se recozido. |
Para postes telescópicos de alumínio, a condição ideal do material depende do projeto do produto. Um poste extensível longo pode exigir rigidez e resistência, enquanto uma extremidade de tubo que precisa ser expandida ou alargada pode necessitar de maior ductilidade antes da conformação.
Se o seu projeto também envolver a seleção da estrutura de travamento, a têmpera do tubo deve ser analisada juntamente com o sistema de travamento. Diferentes estruturas em um mecanismo de travamento da haste telescópica Podem exercer diferentes níveis de tensão no tubo de alumínio durante a extensão, o aperto ou o uso repetido.
Quando o alumínio precisa de recozimento?
Nem todo projeto com tubos de alumínio precisa de recozimento. O alumínio recozido é útil quando a conformabilidade é a prioridade, mas o alumínio com têmpera padrão pode ser melhor quando o produto final precisa de rigidez, resistência e estabilidade dimensional.
Escolha alumínio recozido quando
Escolha alumínio recozido quando:
- O tubo deve ser expandido, alargado, dobrado ou prensado.
- O aparecimento de fissuras ocorre durante a formação secundária.
- A peça precisa de alta ductilidade antes da montagem.
- O material acumulou trabalho a frio.
- A extremidade do tubo requer um formato especial.
- A profundidade de conformação é difícil para a têmpera atual.
- O projeto está em fase de testes de amostra ou validação de projeto piloto.
Evite alumínio recozido ou avalie cuidadosamente quando for utilizá-lo.
Evite o alumínio recozido ou avalie-o cuidadosamente quando:
- O poste final precisa de rigidez máxima.
- A peça deve manter a resistência T5 ou T6.
- A parede do tubo é fina e pode deformar-se sob carga.
- O sistema telescópico exige tolerância de deslizamento rigorosa e alta rigidez.
- A peça suporta carga estrutural.
- O têmpera atual já passou nos testes de conformação e montagem.
- O acabamento superficial ou a estabilidade dimensional podem ser afetados.
Para projetos personalizados de postes telescópicos de alumínio, a pergunta mais adequada não é "O alumínio recozido é bom?". A pergunta mais adequada é:
O recozimento melhora a estabilidade da conformação sem prejudicar a resistência final, a tolerância, o acabamento superficial ou o desempenho da montagem?
Essa mesma lógica de decisão de materiais também importa ao comparar diferentes materiais para postes. Por exemplo, alumínio e fibra de vidro se comportam de maneira diferente em termos de rigidez, peso, resistência à corrosão e estabilidade à extensão. Você pode consultar este tópico em nosso guia sobre postes. Varas de extensão de alumínio versus fibra de vidro.
Recozimento do alumínio antes de dobrar, alargar, expandir e forjar.
Os tubos de alumínio geralmente passam por diversas etapas de processamento após a extrusão, incluindo corte, furação, punção, ranhuramento, rosqueamento, ranhuramento, forjamento, redução, alargamento e expansão.
| Processo de formação | Por que o recozimento pode ajudar | Principais riscos a serem verificados |
|---|---|---|
| Dobrar | Reduz o risco de fissuras quando o raio de curvatura é pequeno. | Achatamento do tubo, retorno elástico, perda de resistência |
| Alargamento | Ajuda a extremidade do tubo a abrir com mais suavidade. | Divisão de borda, formato de alargamento irregular |
| Expansão | Melhora a ductilidade de travas, colares ou conectores de plástico. | Rachaduras nas extremidades dos tubos, alteração da ovalização |
| Redução/Conformação | Melhora a conformabilidade ao alterar o diâmetro do tubo. | Enrugamento, afinamento localizado, instabilidade da forma |
| Perfuração/Entalhe | Pode reduzir o fissuramento local em materiais sob tensão. | Deformação do furo, rebarbas, variação de tolerância |
O recozimento controlado antes da expansão pode melhorar a estabilidade da conformação, reduzir o risco de fissuras e tornar a força de montagem mais consistente. Isso é especialmente relevante quando o tubo de alumínio precisa trabalhar com uma mastro telescópico com trava giratória estrutura ou outros componentes de travamento de plástico.

Defeitos comuns no recozimento do alumínio e prevenção
Se o recozimento do alumínio não for controlado corretamente, pode criar novos problemas em vez de resolver as questões de conformação. No caso de tubos de alumínio e componentes de postes telescópicos, os defeitos costumam aparecer durante a conformação, anodização, montagem ou testes funcionais finais.
| Defeito | Possível causa | Impacto em tubos de alumínio | Prevenção |
|---|---|---|---|
| rachaduras na extremidade do tubo | Material muito duro ou com ductilidade insuficiente. | A trava, o conector ou a tampa não podem ser montados corretamente. | Avalie o recozimento antes da expansão, alargamento ou estampagem. |
| Alteração de ovalidade | Aquecimento irregular, suporte inadequado da estrutura ou deformação da parede fina. | O deslizamento telescópico torna-se instável. | Controle do suporte de aquecimento, método de resfriamento e inspeção dimensional. |
| Perda de rigidez | Recozimento excessivo ou seleção de têmpera inadequada | A haste parece frágil sob carga ou extensão. | O processo de recozimento deve corresponder à meta de resistência final. |
| Descoloração da superfície | Atmosfera inadequada no forno, contaminação ou limpeza deficiente. | Inconsistência no acabamento anodizado | Limpeza da superfície e controle da sequência de tratamento térmico |
| Força de expansão inconsistente | Variação entre lotes ou aquecimento instável | Variações na força de montagem entre lotes | Utilize rastreabilidade de lotes e ensaios de formação. |
| Dobramento ou empenamento de tubos | Aquecimento irregular ou suporte inadequado dos tubos. | Dificuldade de deslizamento e aparência ruim | Utilize dispositivos de fixação adequados e realize inspeções de retidão. |
| Má consistência na anodização | Tratamento térmico e condição da superfície não controlados | Diferença de cor entre as seções do tubo | Planeje o recozimento antes do acabamento e inspecione a qualidade da superfície. |
| Excesso de maciez na extremidade do tubo | Superaquecimento local ou hora incorreta | A área de travamento pode deformar-se durante o uso. | Validar a faixa de recozimento por meio de testes de amostra. |
Para projetos de tubos de alumínio OEM, cada processo de recozimento deve estar vinculado à rastreabilidade do lote, inspeção do material, verificação dimensional, testes de conformação, testes de acabamento superficial e testes de montagem final.
O papel do recozimento na fabricação de tubos de alumínio
O recozimento do alumínio deve ser considerado em todo o fluxo de trabalho de fabricação de tubos de alumínio. Para projetos de postes telescópicos, a sequência do processo afeta a precisão do tubo, a aparência da superfície, a qualidade da conformação e a montagem final.
Um fluxo de trabalho típico com tubo telescópico de alumínio pode incluir:
- Seleção de ligas e projeto de matrizes de extrusão
- Extrusão de tubo de alumínio
- Endireitamento e inspeção dimensional inicial
- Corte no comprimento necessário
- Avaliação do recozimento antes da conformação
- Expansão, alargamento, estampagem, redução, perfuração ou ranhura de tubos
- Acabamentos de superfície como anodização, jateamento de areia ou pintura eletrostática a pó.
- Conjunto de trava, conector, plugue, alça ou tampa de extremidade de plástico
- Inspeção de encaixe deslizante, força de travamento, retidão e aparência
- Embalagem, rotulagem, personalização com a marca do fabricante (OEM) e envio.
Para postes telescópicos de múltiplas seções, mesmo pequenas diferenças na espessura da anodização, na circularidade do tubo ou na tolerância do diâmetro podem afetar o movimento de deslizamento. Se o produto final for um mastro extensor para piscina, A superfície do tubo deve apresentar resistência à corrosão e permitir um ajuste suave.
O ponto crucial é simples: se o recozimento melhora a conformação da extremidade do tubo, mas resulta em um encaixe deslizante inadequado após a anodização, o processo não é bem-sucedido. Se o recozimento reduz as fissuras, mas torna o polo final muito macio, o projeto precisa ser ajustado.
Lista de verificação para compra de tubos de alumínio recozido
Ao adquirir tubos de alumínio recozido ou componentes personalizados de alumínio para postes telescópicos, os compradores devem evitar requisitos vagos como "tubo de alumínio macio" ou "alumínio fácil de dobrar". Em vez disso, a especificação deve definir claramente a liga, a têmpera, as dimensões, o processo de conformação, o acabamento superficial e a aplicação final.
| Item de especificação | Informações recomendadas |
|---|---|
| Grau de liga | 6061, 6063, 6005, 3003, 5052, 7075 ou liga personalizada |
| Requisito de Temperamento | Recozido, T5, T6 ou em condição específica do projeto. |
| Diâmetro do tubo | Diâmetro externo e diâmetro interno |
| Espessura da parede | Espessura e tolerância necessárias |
| Comprimento | Comprimento de corte e tolerância |
| Processo de formação | Dobrar, alargar, expandir, forjar, reduzir, puncionar, furar, ranhurar |
| Acabamento da superfície | Anodizado, jateado, revestido com pintura eletrostática a pó, polido, cor personalizada |
| Requisitos de montagem | Trava de plástico, revestimento de borracha, conector, inserto roscado, tampa de extremidade, botão |
| Requisito da função | Ajuste deslizante, força de travamento, rigidez, resistência à corrosão, aparência |
| Controle de qualidade | Inspeção dimensional, inspeção de superfície, testes de montagem |
| Embalagem | Embalagens a granel, embalagens para varejo, identidade visual com logotipo |
Para ajudar o fornecedor a avaliar se o recozimento do alumínio é necessário, envie a especificação da liga, a têmpera atual, o desenho do tubo, a espessura da parede, os requisitos de conformação, o acabamento superficial, as peças de montagem, a aplicação final, a quantidade esperada e o padrão de inspeção.
Como a Xingyong apoia projetos de tubos de alumínio e postes telescópicos
Na Xingyong, o recozimento não é considerado um processo padrão. Para cada projeto personalizado de tubo de alumínio ou poste telescópico, analisamos primeiramente a liga, a têmpera, a espessura da parede, o diâmetro do tubo, a profundidade de conformação, a estrutura de encaixe, os requisitos de anodização, o acabamento superficial e a tolerância de deslizamento final.
Se os testes de conformação mostrarem rachaduras, expansão instável, alargamento inadequado, dificuldade de estampagem ou força inconsistente na montagem da trava, a Xingyong pode testar se o recozimento controlado melhora a conformabilidade sem tornar o tubo de alumínio muito macio para o uso final.
Como a Xingyong oferece suporte à extrusão de tubos de alumínio, acabamento de precisão, desenvolvimento de travas plásticas, tratamento de superfície e montagem final de postes telescópicos, as decisões de recozimento podem ser avaliadas em conjunto com a estrutura completa do produto, em vez de serem consideradas uma etapa isolada de tratamento térmico.
Xingyong pode apoiar:
- extrusão de tubo de liga de alumínio
- Diâmetro e espessura da parede do tubo personalizados
- Controle de tolerância para sistemas telescópicos multissegmentados
- Corte, furação, punção, ranhuramento, rosqueamento, sulcamento, estampagem, redução, alargamento e expansão.
- Anodização, jateamento de areia, pintura eletrostática a pó e acabamentos de superfície personalizados.
- Desenvolvimento de travas, conectores, colares, alças, plugues e componentes moldados de plástico
- Montagem final da haste telescópica e testes funcionais
- Embalagens personalizadas, rotulagem, criação de logotipos e produção OEM.
Diferentemente de fornecedores que produzem apenas tubos de alumínio ou fornecem apenas acessórios plásticos para postes, a Xingyong consegue coordenar a fabricação de tubos de alumínio, o desenvolvimento de componentes plásticos, o acabamento superficial e a montagem final do poste telescópico em um único fluxo de trabalho de produção.
Perguntas frequentes sobre o recozimento do alumínio
Qual a temperatura utilizada para recozer o alumínio?
Muitas referências práticas sobre recozimento de alumínio giram em torno de 300–415 °C / 570–780 °F. A temperatura exata de recozimento depende da liga, da têmpera, da espessura da parede, do trabalho a frio prévio, da geometria da peça e das propriedades mecânicas finais desejadas.
Qual é a temperatura de recozimento do alumínio 6061?
O alumínio 6061 é frequentemente recozido dentro de uma faixa de referência prática de cerca de 345–415 °C / 650–780 °F, dependendo do formato do produto e das condições exigidas. Se o alumínio 6061-T6 for recozido, ele se torna mais macio e perde grande parte de sua resistência T6.
Qual é a temperatura de recozimento do alumínio 6063?
O alumínio 6063 é geralmente recozido em torno de 345–410 °C / 650–770 °F, Dependendo da têmpera, da espessura da parede e dos requisitos de conformação, o alumínio 6063 é amplamente utilizado em extrusões, tubos e seções de postes telescópicos.
O alumínio 6061-T6 pode ser recozido?
Sim. O alumínio 6061-T6 pode ser recozido para melhorar a ductilidade e reduzir a dureza. No entanto, o recozimento remove grande parte da resistência do T6, portanto, deve ser usado apenas quando a conformabilidade for mais importante do que manter o desempenho mecânico do T6.
O recozimento do alumínio o torna mais fraco?
Sim. O recozimento do alumínio geralmente reduz a dureza e a resistência à tração, pois o processo amolece o material e melhora a ductilidade. Isso é útil antes de processos como curvatura, alargamento, expansão de tubos ou estampagem, mas pode não ser adequado se a peça final precisar manter alta rigidez ou resistência do tipo T6.
O recozimento do alumínio é o mesmo que tratamento térmico?
O recozimento do alumínio é um tipo de tratamento térmico, mas não é o mesmo que solubilização ou envelhecimento artificial. O recozimento geralmente amolece o alumínio, enquanto a solubilização e o envelhecimento são frequentemente usados para aumentar a resistência em ligas de alumínio tratáveis termicamente.
Os tubos de alumínio precisam de recozimento antes da expansão ou alargamento?
Alguns tubos de alumínio precisam de recozimento antes da expansão ou alargamento, especialmente tubos de parede fina, tubos endurecidos por trabalho a frio ou tubos com requisitos de conformação profunda. O recozimento melhora a ductilidade e ajuda a reduzir a fissuração na extremidade do tubo.
Como saber se o alumínio foi recozido?
O alumínio recozido é geralmente mais macio e mais dúctil do que o alumínio endurecido por trabalho a frio ou T5/T6. Na produção, essa condição deve ser confirmada por meio de documentação do material, testes de dureza, ensaios de conformação, inspeção dimensional e registros de processo do fornecedor, e não apenas pela aparência.
O alumínio pode ser recozido mais de uma vez?
Sim. O alumínio pode ser recozido mais de uma vez, desde que o processo seja controlado corretamente. No entanto, o aquecimento repetido deve ser avaliado cuidadosamente, pois pode afetar as propriedades mecânicas, a condição da superfície, as dimensões e o desempenho final do produto.
O alumínio recozido é adequado para varas telescópicas?
O alumínio recozido pode ser útil em etapas específicas de conformação de postes telescópicos, como expansão, alargamento, estampagem ou redução de tubos. No entanto, o poste final ainda precisa de resistência e rigidez suficientes, portanto, o recozimento deve ser adequado à estrutura do poste, ao projeto de travamento, à tolerância do tubo e aos requisitos da aplicação.
Conclusão
O recozimento do alumínio não é simplesmente uma operação de amolecimento a temperatura fixa. É uma decisão de fabricação baseada na liga, têmpera, nível de trabalho a frio, espessura da parede, dificuldade de conformação, resistência final, acabamento superficial e tolerância dimensional.
Para a fabricação geral de alumínio, o recozimento pode melhorar a ductilidade, reduzir a tensão interna e facilitar processos como curvatura, alargamento, expansão, estampagem, redução e conformação. Para tubos, extrusões e postes telescópicos de alumínio, o recozimento também pode influenciar a conformação das extremidades, a montagem com travas plásticas, a suavidade do deslizamento, a consistência da anodização, a repetibilidade do lote e a qualidade do produto final.
Se o seu projeto com tubo de alumínio ou poste telescópico apresentar rachaduras durante a expansão, alargamento instável, montagem difícil de travas de plástico, defeitos de estampagem ou tolerância de deslizamento rigorosa, enviar Xingyong Informações sobre a liga, desenho do tubo, espessura da parede, requisitos de conformação, acabamento superficial e aplicação final podem ser consideradas. Nossa equipe avaliará a necessidade de recozimento e ajudará a elaborar um plano de produção OEM viável, desde a fabricação do tubo de alumínio até a montagem final da haste telescópica.


