
Résumé à l'intention des responsables des achats
- La norme : Pour obtenir une finition miroir, il faut réduire la rugosité de surface (Ra) à <0,05 μm.
- Le risque : Un refroidissement inadéquat pendant le polissage en masse provoque des défauts d’aspect “ peau d’orange ” et une fragilité structurelle.
- Le profit : Les finitions polies bénéficient d'une prime de détail de 20 à 30% et réduisent les taux de retour au fournisseur (RTV) de 15%.
- La capacité : Xingyong livre 3 000 tonnes/mois de ISO 9001:2015 Profilés en aluminium certifiés.
De nombreux responsables des achats sont confrontés à un cauchemar récurrent : recevoir un conteneur de perches télescopiques en aluminium dont l’aspect est terne, opaque ou irrégulier. Ces défauts de surface ne font pas que donner une impression de bas de gamme ; ils entraînent un refus immédiat de la part des grandes enseignes comme Walmart ou Home Depot, ce qui nuit considérablement à vos marges et à votre réputation. Si votre fournisseur actuel a des difficultés à garantir l’uniformité de surface, vous perdez probablement de l’argent sur chaque unité non conforme expédiée. Chez Xingyong, nous avons consacré 24 ans à perfectionner le processus d’extrusion, de la matière brute à la finition miroir, afin que chaque référence réponde aux exigences rigoureuses du marché mondial.

Comment polir l'aluminium pour un résultat professionnel
Le procédé professionnel de polissage de l'aluminium implique une réduction systématique de Rugosité de surface (Ra) par abrasion mécanique et affinage chimique. Contrairement aux méthodes artisanales, le polissage industriel nécessite une progression en quatre étapes : dégraissage, Ponçage séquentiel (généralement de 400 à 2000 grains), Polissage avec des composés spécialisés comme le Tripoli ou le Rouge de Joaillerie, et Scellement final ou par anodisation. Pour obtenir une finition miroir constante sur une production mensuelle de 3 000 tonnes, les usines doivent contrôler la vitesse de rotation de la roue, la pression et la température afin d’éviter toute déformation thermique de l’alliage d’aluminium.
Spécifications techniques des finitions de surface
| Niveau de finition | Ra typique (μm) | Méthode de traitement | Application principale |
|---|---|---|---|
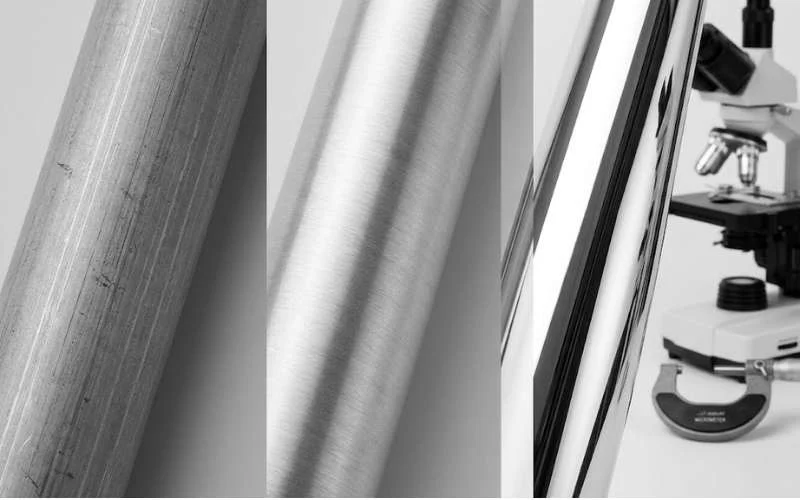
| Finition brute | 1.6 – 3.2 | Extrudé | Structures cachées |
| Satiné / Brossé | 0.4 – 0.8 | Bandes abrasives de grain 180-240 | Poignées industrielles, moulures architecturales |
| Gloss commercial | 0.1 – 0.4 | Polissage avec du papier de verre grain 400-600 et du sisal | Standard perches de nettoyage de piscine |
| Finition miroir | < 0,05 | Polissage avec chiffon en coton et papier abrasif grain 1200+ | Enrouleurs de couverture de piscine haut de gamme, décoration de luxe |
La physique de la brillance : pourquoi la rugosité de surface (Ra) est importante
Dans le monde des achats B2B, le terme “ brillant ” est subjectif, mais Rugosité de surface (Ra) est un fait mesurable. En tant qu'ingénieur chez Xingyong depuis le début des années 2000, j'ai constaté à quel point négliger le micro-topographie la présence de métaux entraîne des défaillances catastrophiques lors de la phase de finition.
L'aluminium est naturellement réactif. Lorsque vous le polissez, vous ne faites pas que lui donner une belle apparence ; vous éliminez la porosité. oxyde d'aluminium une couche pour exposer le métal pur en dessous. Si les étapes de ponçage sont omises, les suivantes procédé d'anodisation amplifie chaque rayure au lieu de la masquer. C'est pourquoi nous utilisons Scanners de profil Romidot fabriqués en Israël afin de garantir que l'intégrité dimensionnelle des poteaux reste intacte même après un polissage agressif.

Liste de contrôle qualité : Défauts de surface courants à surveiller
- Nuageux (brume) : Souvent dû à un nettoyage insuffisant des produits de polissage ou à des résidus acides.
- Piquets : Résultat d'un polissage excessif ou de l'utilisation de bandes abrasives contaminées provenant de transformation de l'acier.
- Aménagement des sentiers : Des “ tourbillons ” visibles sont causés par des roues en coton usées ou par des réglages de vitesse de rotation incorrects.
Protocole de polissage industriel en 5 étapes de Xingyong
Afin de maintenir notre niveau de conformité à la norme ISO 9001:2015, en vigueur depuis des décennies, notre atelier applique une hiérarchie rigoureuse des opérations. Cette constance permet à nos distributeurs de proposer des prix de vente au détail supérieurs.
1. Inspection et dégraissage avant polissage
Avant qu'une seule roue ne tourne, nous utilisons un Spectromètre d'Oxford pour vérifier la composition de l'alliage (généralement 6061 ou 6063). Toute trace d'huile résiduelle provenant de Procédé d'extrusion Il est impératif d'utiliser un nettoyeur à ultrasons à pH neutre pour éliminer ces résidus. Le polissage sur l'huile crée des marques de brûlure impossibles à enlever par la suite.
2. Ponçage séquentiel en plusieurs étapes
Nous utilisons les deux Ponceuses à matériaux longs en 3 étapes et Machines à matériaux courts en 2 étapes.
- Étape grossière : Élimine les lignes de filière de l'extrusion.
- Stade intermédiaire : Aplanit les pics de surface.
- Belle scène : Prépare la “ couleur ” du métal pour la meule de polissage.

3. Polissage mécanique avec précision CNC 5 axes
Pour les composants complexes comme les mécanismes de verrouillage internes de nos perches télescopiques, le polissage manuel est trop variable. Nous utilisons bras de polissage à commande numérique qui maintiennent une pression constante. Cela empêche l'amincissement excessif des parois des tubes, une cause fréquente de défaillance structurelle dans les systèmes bon marché. bobines de couverture de piscine.
4. Sélection des composés : Tripoli contre Rouge
Nous n'utilisons pas de cires “ tout usage ”.
- Tripoli brun : Utilisé pour la première passe afin d'éliminer les fines rayures.
- Rouge blanc/bleu : Utilisé pour la coloration finale à haute brillance.
Cette distinction est essentielle pour les produits vendus en Marchés commerciaux haut de gamme où la clarté visuelle est non négociable.
5. Nettoyage final et contrôle qualité
Après le polissage, l'aluminium est débarrassé de tous les composés résiduels. Nous utilisons Brillancemètres pour vérifier que la réflectivité est uniforme sur toute la longueur du profil, soit 6 mètres. Ce n'est qu'ensuite qu'il passe à notre certifié BSCI Ligne d'emballage.
Point de vue d'un ingénieur : Le piège de “ la peau d'orange ”
Une dure leçon que j'ai apprise en 2005, c'est le danger de chaleur de frottement excessive. Si un ouvrier exerce une pression excessive sur un tube en aluminium 6063-T6, la température locale peut dépasser le seuil de vieillissement de l'alliage. Ceci provoque une croissance des grains, donnant naissance à une texture granuleuse appelée “ peau d'orange ”.”
Une fois que l'effet peau d'orange apparaît, la pièce est bonne pour la casse. On ne peut pas le “ polir ”. Pour les acheteurs, c'est pourquoi. L'expérience en usine compte. Une usine bon marché sollicitera excessivement ses machines pour respecter les délais, ce qui entraînera la production de poteaux fragiles qui se briseront sous le poids d'un aspirateur de piscine lourd. Chez Xingyong, nos lignes automatisées contrôlent le débit d'alimentation afin de maintenir les températures dans les limites de sécurité. fenêtre métallurgique.
Protéger votre investissement : emballage et logistique

Pour le commerce international, le polissage visible en usine doit être identique à celui que le client voit en magasin. L'aluminium brillant est sujet à des altérations dues au transport.
- Nous utilisons films protecteurs en PE sans acide pour éviter les taches chimiques durant la traversée maritime de 30 jours.
- Chaque colis est emballé dans des caisses d'exportation renforcées afin d'éliminer les frottements métal contre métal.
- Nous fournissons IATF 16949:2016 documentation de niveau supérieur pour les clients exigeant traçabilité de surface de qualité automobile.
Développer l'excellence pour la distribution mondiale
La logique de rentabilité d'un distributeur est simple : minimiser les retours et maximiser la valeur perçue. Un poteau en aluminium parfaitement poli est plus lourd, a une allure plus professionnelle et justifie un prix supérieur pour le modèle 20-30% par rapport aux alternatives à finition brute. En tirant parti de notre 14 presses d'extrusion et grâce à notre atelier d'oxydation intégré, nous éliminons les “ marges des intermédiaires ” et les écarts de qualité que l'on constate lorsqu'on sous-traite le polissage à des ateliers tiers.
Pratiques de fabrication durables
Le polissage génère une quantité importante de poussière et de déchets. Xingyong dispose d'une installation dédiée. Station d'épuration des eaux usées et un système d'aspiration des poussières conforme aux normes ISO 14001:2015 normes environnementales. Cela garantit que votre chaîne d'approvisionnement reste “ verte ” et conforme aux normes modernes. reporting ESG exigences pour les grands détaillants.

Au-delà de l'éclat : garantir l'intégrité structurelle
La différence entre un bon produit en aluminium et un produit d'excellence réside dans les 0,05 millimètre de surface les plus fins. Le polissage n'est pas qu'un choix esthétique ; c'est un engagement envers l'intégrité du matériau et le prestige de la marque. Que vous vous approvisionniez pour une marque de distributeur ou une chaîne de distribution multinationale, la compréhension de ces contraintes techniques vous garantit de choisir un partenaire capable de vous fournir bien plus qu'un simple objet brillant.
S'associer à Xingyong Engineering
Êtes-vous prêt à moderniser votre gamme de produits avec des finitions de qualité industrielle qui se démarquent en rayon ? Xingyong allie 22 ans d’expertise manufacturière à une technologie de polissage CNC de pointe pour servir les plus grandes marques mondiales. Contactez notre équipe d'ingénieurs dès aujourd'hui recevoir un Audit gratuit de la qualité des surfaces pour votre prochain projet OEM ou pour demander un échantillon de nos perches télescopiques à finition miroir.


