
Das Glühen von Aluminium ist kein Laborkonzept – es ist ein Produktionsentscheidung das sich direkt auf den Formgebungserfolg, die Montageeffizienz und die Fehlerraten auswirkt.
Wenn Ihre Aluminiumteile gebogen, gestreckt, gezogen oder in Teleskopsystemen verwendet werden, entscheidet das Glühen oft darüber, ob die Produktion reibungslos verläuft oder durch Risse und Nacharbeiten ins Stocken gerät.
Einkaufsteams können diesen Artikel als technischen Hintergrund betrachten und dann zu Folgendem übergehen: Standard-Aluminium-Extrusionsmöglichkeiten für die Produktpassform und Präzisionsfertigung von Aluminiumrohren für die Werkskapazität; für eine externe Gegenprüfung verwenden Sie Materialressourcen der Aluminium Association.
Dieser Leitfaden erklärt Was ist das Glühen von Aluminium, wie funktioniert es in der Praxis und wie sollten Sie es bei der Beschaffung von Aluminiumteilen spezifizieren?.
Was ist das Glühen von Aluminium?
Das Glühen von Aluminium ist ein kontrolliertes Wärmebehandlungsverfahren, das Aluminium weicher macht, innere Spannungen reduziert und die Duktilität für Biegen, Bördeln, Aufweiten, Stauchen, Reduzieren und Umformen verbessert. Praktische Literaturhinweise zum Glühen von Aluminium beziehen sich häufig auf … 300–415 °C / 570–780 °F, Die richtige Temperatur hängt jedoch von der Legierungssorte, dem Härtegrad, der vorherigen Kaltverformung, der Wandstärke, der Ofensteuerung und der geforderten Endfestigkeit ab.
Das Glühen von Aluminium ist sinnvoll, wenn Aluminium beim Umformen reißt oder nach dem Strangpressen, Walzen, Ziehen, Richten, Schneiden oder Bearbeiten zu hart wird. Allerdings verringert das Glühen üblicherweise die Härte und die mechanische Festigkeit. Daher sollte es nur dann angewendet werden, wenn eine verbesserte Duktilität wichtiger ist als maximale Steifigkeit, Tragfähigkeit oder die Einhaltung der Härteklassen T5/T6.
Bei Aluminiumrohren, Aluminiumprofilen und Teleskopstangenkomponenten geht es beim Glühen von Aluminium nicht nur um die Weichheit. Es kann die Rohrendformung, die Gleittoleranz, die Anodisierungskonsistenz, die Kunststoffverriegelung und die Wiederholgenauigkeit der OEM-Produktion beeinflussen.
Tabelle der Glühtemperaturen für Aluminium
Bei vielen Aluminium-Knetlegierungen liegen die praktischen Glühwerte oft im Bereich von 300–415 °C / 570–780 °F. Die Glühtemperatur von Aluminium ist jedoch nicht universell. Sie variiert je nach Legierungssorte, Härtegrad, vorheriger Kaltverformung, Bauteildicke und dem angestrebten Ergebnis (Vollglühen, Teilweichglühen oder Spannungsarmglühen).
| Aluminiumlegierung / Serie | Praktische Glühreferenz | Fahrenheit-Referenz | Praktische Hinweise |
|---|---|---|---|
| 1100 / 1xxx | 300–415 °C | 570–780°F | Aluminium mit hoher Duktilität, leicht zu erweichen und zu formen |
| 3003 / 3xxx | 345–415 °C | 650–780°F | Üblich für Formteile, Rohre und allgemeine Fertigung |
| 5052 / 5xxx | 345–415 °C | 650–780°F | Gute Umformbarkeit; Prozesskontrolle ist wichtig |
| 6061 / 6xxx | 345–415 °C | 650–780°F | Die Festigkeit nimmt nach dem Glühen ab; der T6-Zustand geht verloren. |
| 6063 / 6xxx | 345–410 °C | 650–770°F | Üblich für Strangpressprofile, Aluminiumrohre und Teleskopmastabschnitte |
| 6005 / 6xxx | 345–410 °C | 650–770°F | Wird für Strukturprofile und Mastkomponenten verwendet |
| 7075 / 7xxx | Prozessspezifisch | Prozessspezifisch | Hochfeste Legierung; lieferantenkontrollierte Wärmebehandlung wird empfohlen |
Diese Bereiche dienen als praktische Richtwerte und sind keine universellen Produktionsparameter. Die endgültige Glühtemperatur des Aluminiums sollte anhand der Legierungsnorm, des Ausgangszustands, des Werkstoffzertifikats, der Bauteilgeometrie, der Ofensteuerung, der Umformanforderungen und der geforderten mechanischen Eigenschaften bestimmt werden.
Vollständiges Glühen vs. Spannungsarmglühen vs. Teilglühen von Aluminium
Das Glühen von Aluminium bedeutet nicht immer maximale Erweichung. In der realen Produktion kann das Prozessziel vollständiges Glühen, teilweises Erweichen, Spannungsarmglühen oder Rekristallisation nach Kaltverformung sein.
| Prozesstyp | Hauptzweck | Typisches Ergebnis | Wann es verwendet wird |
|---|---|---|---|
| Vollständiges Glühen | Maximale Erweichung und Duktilität | Niedrigste Härte, höchste Umformbarkeit | Starkes Biegen, tiefes Aufweiten, starkes Umformen |
| Teilglühen | Kontrollierte Erweichung | Ausgewogenheit zwischen Formbarkeit und Festigkeit | Rohrendformung, moderate Aufweitung, kontrollierte Montage |
| Stressabbau | Innerer Stress reduzieren | Bessere Dimensionsstabilität bei begrenzter Erweichung | Nach dem Bearbeiten, Richten, Schneiden oder Formen |
| Rekristallisationsglühen | Wiederherstellung der Duktilität nach Kaltverformung | Verringerte Kaltverfestigung und verbesserte Umformbarkeit | Walz-, Zieh- oder kaltverformtes Aluminium |
Bei der Herstellung von Aluminiumrohren kann partielles Glühen oder kontrolliertes Spannungsarmglühen praktischer sein als vollständiges Glühen. Ein Rohrende benötigt möglicherweise eine höhere Duktilität für die Ausdehnung, aber die gesamte Aluminium-Teleskopstange muss dennoch ausreichend steif sein, um sich während des Gebrauchs nicht zu verbiegen.

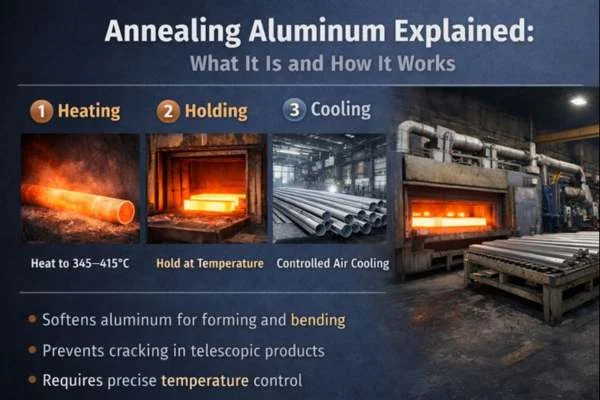
Wie der Aluminium-Glühprozess funktioniert (Schritt für Schritt)

Das Glühen von Aluminium erfolgt in drei kontrollierten Schritten. Probleme treten üblicherweise auf, wenn einer dieser Schritte zu schnell oder ungleichmäßig durchgeführt wird.
1. Heizung
Aluminium wird je nach Legierungstyp auf einen definierten Temperaturbereich erhitzt.
Eine gleichmäßige Erwärmung ist von entscheidender Bedeutung, insbesondere bei langen Rohren, wo Abweichungen zwischen den Enden häufig auftreten.
2. Halten
Das Aluminium bleibt lange genug auf einer Temperatur, damit sich innere Spannungen abbauen können.
Unzureichendes Halten führt zu einer teilweisen Aushärtung des Metalls; übermäßiges Halten kann die Kornstruktur schwächen.
3. Kühlung
Am meisten Aluminium Glühanwendungen natürliche oder kontrollierte Luftkühlung.
Im Gegensatz zu Stahl ist beim Glühen von Aluminium kein schnelles Abschrecken erforderlich.
Aluminium-Glühtemperatur nach Legierungsreihe
Unterschiedliche Legierungen reagieren unterschiedlich auf Hitze. Sie gleich zu behandeln, ist ein häufiger Produktionsfehler.
| Legierungsserie | Typischer Glühbereich | Praktische Hinweise |
|---|---|---|
| 3xxx | 345–415 °C | Stabil, unempfindlich, weit verbreitet in Rohren |
| 5xxx | 345–415 °C | Der Magnesiumgehalt erfordert eine sorgfältige Kontrolle |
| 6xxx | 350–410 °C | Üblich für Teleskopmasten und Konstruktionsrohre |
Problem aus der Praxis:
Bei Rohren der Serie 6xxx, die in Teleskopsystemen verwendet werden, äußert sich eine unzureichende Wärmebehandlung oft durch Rissbildung beim Ausdehnen oder durch raues Gleiten beim Zusammenbau.
Wie sich die Eigenschaften von Aluminium durch Glühen verändern (Was Sie tatsächlich bemerken werden)
Durch das Glühen ändert sich das Verhalten von Aluminium – nicht sein Aussehen.
Nach dem Glühen:
- Die Härte nimmt ab
- Die Duktilität erhöht sich
- Die Umformkraft sinkt
- Gleitflächen bewegen sich gleichmäßiger
Der Kompromiss besteht in der Festigkeit. Deshalb werden viele Produkte geglüht. vor der Bildung, und kann dann später wärmebehandelt werden, falls eine höhere Festigkeit erforderlich ist.
Glühen vs. Wärmebehandlung: Ein klarer Unterschied für Käufer
Diese beiden Prozesse werden oft verwechselt – aber sie bewirken gegensätzliche Dinge.
- Glühen: macht Aluminium weich, um die Formgebung zu ermöglichen
- Wärmebehandlung: verstärkt Aluminium nach der Umformung
Wenn Ihr Aluminium während Biegung, Glühen ist die Lösung.
Wenn sich Ihr Aluminium im Gebrauch zu leicht verbiegt, ist eine Wärmebehandlung die Lösung.
Sie lösen unterschiedliche Probleme.
Beispiel aus der Fabrik: Glühen von Aluminium für Teleskop-Poolstangen

Teleskop-Poolstangen hohe Anforderungen stellen an Aluminiumrohre:
- Dünne Wände
- Lange Längen
- Wiederholtes Gleiten während der Benutzung
Vor dem kontrollierten Glühen traten häufig folgende Produktionsprobleme auf:
- Rissbildung bei der Rohrexpansion
- Ungleichmäßiges Gleitgefühl zwischen Innen- und Außenrohr
- Hohe Ausschussraten bei der Montage
Nach Einführung eines kontrollierten Glühprozesses:
- Die Rohrausdehnung wurde stabiler.
- Die Gleitreibung nahm ab
- Montagefehler wurden deutlich reduziert
Bei teleskopierbaren Aluminiumprodukten ist das Glühen oft der entscheidende Faktor für eine reibungslose Montage und eine ständige Justierung.
Wie man Aluminium in der industriellen Produktion glüht
Industrielle Aluminiumglühprozesse müssen kontrolliert, validiert und geprüft werden. Bei OEM-Aluminiumrohren und Teleskopmastkomponenten darf das Glühen nicht als zufällige Erwärmung betrachtet werden.
1. Legierungssorte und Härtegrad bestimmen
Vor dem Glühen von Aluminium muss der Lieferant die Legierungssorte und den aktuellen Härtegrad bestätigen. Die Legierungen 6061-T6, 6063-T5, 3003-H14, 5052-H32 und 7075-T6 reagieren nicht in gleicher Weise.
Der Lieferant sollte die Legierungssorte, den aktuellen Härtegrad, den Rohrdurchmesser, die Wandstärke, den vorherigen Kaltverformungsgrad, die erforderliche Duktilität und die endgültige Belastungsanforderung überprüfen.
2. Das Glühziel definieren.
Der Lieferant sollte festlegen, ob das Ziel eine vollständige Glühung, eine teilweise Erweichung, eine Spannungsentlastung oder eine verbesserte Duktilität für einen bestimmten Umformschritt ist.
Beispielsweise kann bei einem Rohrende, das während der Ausdehnung reißt, nur eine kontrollierte Erweichung im Umformbereich erforderlich sein, während bei einem stark kaltverformten Teil eine umfassendere Glühung notwendig sein kann, um die Duktilität wiederherzustellen.
3. Wählen Sie den Glühtemperaturbereich.
Die Glühtemperatur für Aluminium sollte entsprechend der Legierungssorte, dem Härtegrad, der Produktgeometrie, der Wandstärke und den angestrebten Endeigenschaften ausgewählt werden.
Bei dünnwandigen Aluminiumrohren ist eine sorgfältigere Handhabung erforderlich als bei dickwandigen Vollteilen, da sie sich schneller erhitzen und leichter verformen können.
4. Kontrolliertes Erhitzen und Einweichen anwenden
Beim industriellen Glühen von Aluminium sollte eine kontrollierte Ofenheizung anstelle einer visuellen Farbbeurteilung angewendet werden. Aluminium glüht bei üblichen Glühtemperaturen nicht rot wie Stahl, daher ist die Farbe kein zuverlässiger Indikator.
Nachdem das Aluminium die gewählte Temperatur erreicht hat, wird es für eine bestimmte Zeit gehalten. Die Haltezeit hängt von der Legierungssorte, der Wandstärke, dem Rohrdurchmesser, dem Kaltverformungsgrad und der angestrebten Weichheit ab.
5. Aluminium abkühlen lassen und prüfen
Nach dem Einweichen wird das Aluminium unter geeigneten Bedingungen abgekühlt. Bei Aluminium-Teleskoprohren trägt die Kühlungssteuerung dazu bei, Verbiegungen, Ovalitätsänderungen und Maßabweichungen zu reduzieren.
Die Prüfung nach dem Glühen sollte Folgendes umfassen: Rohrdurchmesser, Wandstärke, Geradheit, Rundheit, Oberflächenbeschaffenheit, Ergebnis der Rohrendformung, Gleitpassung und Verriegelungskraft.
Was man beim Glühen von Aluminium vermeiden sollte
Vermeiden Sie diese häufigen Fehler beim Glühen von Aluminium:
- Gehen Sie nicht davon aus, dass eine einzige Glühtemperatur für alle Aluminiumlegierungen geeignet ist.
- Aluminium sollte nicht nach der Farbe erhitzt werden; Aluminium glüht bei üblichen Glühtemperaturen nicht wie Stahl.
- Aluminium der Legierungen 6061-T6 oder 7075-T6 darf nicht geglüht werden, wenn das Endprodukt die Festigkeitsklasse T6 beibehalten muss.
- Präzisions-Aluminiumrohre dürfen nicht geglüht werden, ohne anschließend Geradheit, Rundheit, Durchmessertoleranz und Gleitpassung zu überprüfen.
- Das Glühen darf nicht als Reparaturmaßnahme für mangelhafte Rohrkonstruktion, falsche Wandstärke, ungeeigneten Biegeradius oder übermäßige Ausdehnungstiefe betrachtet werden.
- Die Massenproduktion sollte nicht ohne Stichprobenprüfung und Validierung im Pilotbetrieb genehmigt werden.
Glühen von Aluminium nach Legierung: 6061, 6063, 3003, 5052 und 7075
Verschiedene Aluminiumlegierungen reagieren unterschiedlich auf das Glühen. Das richtige Verfahren hängt von der Legierungszusammensetzung, dem Härtegrad, den Umformungsanforderungen und der Endanwendung ab.
Glühen von Aluminium 6061
6061-Aluminium ist eine wärmebehandelbare Legierung, die häufig für Strukturbauteile, bearbeitete Komponenten, Aluminiumrohre, Halterungen und Konstruktionsbaugruppen verwendet wird. Durch Glühen kann die Duktilität von 6061-Aluminium verbessert und die Härte verringert werden, wenn das Material nach der Bearbeitung, dem Strangpressen oder der Kaltverformung weiter umgeformt werden muss.
Wird 6061-T6-Aluminium jedoch geglüht, wird es weicher und verliert einen Großteil seiner T6-Festigkeit. Bei B2B-Projekten mit Aluminiumrohren sollten Käufer daher klar spezifizieren, ob die endgültige Anforderung in weicher Umformbarkeit, Festigkeit nach der Umformung oder einem ausgewogenen Verhältnis zwischen beidem besteht.
Glühen von Aluminium 6063
Aluminium der Legierung 6063 wird aufgrund seiner guten Extrudierbarkeit, Oberflächenqualität, Korrosionsbeständigkeit und stabilen Umformbarkeit häufig für Aluminiumprofile, Aluminiumrohre und Teleskopmastsysteme verwendet.
Das Glühen von Aluminium 6063 kann in Betracht gezogen werden, wenn das Rohr eine Endaufweitung, ein Bördeln, ein Aufweiten, Reduzieren, Biegen oder eine stabile Montage mit Kunststoffverschlüssen, -manschetten, -stopfen, -knöpfen oder Gewindespitzen erfordert.
Bei mehrteiligen Teleskopstangen aus Aluminium können selbst geringe Abweichungen im Rohrdurchmesser, der Eloxalschichtdicke oder der Rundheit die Gleitbewegung beeinflussen. Daher sollte das Glühen von Aluminium 6063 als Teil des gesamten Herstellungsprozesses der Stangen geprüft werden.
Glühen von Aluminium 3003 und 5052
Aluminium der Güteklasse 3003 wird häufig für Formteile, Rohre und allgemeine Konstruktionen verwendet. Durch Glühen kann die Duktilität von Aluminium 3003 verbessert und das Rissrisiko nach der Kaltverformung verringert werden.
Aluminium 5052 bietet gute Korrosionsbeständigkeit und Umformbarkeit. Vor der Umformung kann Aluminium 5052 geglüht werden, jedoch ist eine sorgfältige Prozesskontrolle wichtig, um ein stabiles mechanisches Verhalten und eine hohe Oberflächenqualität zu gewährleisten.
Glühen von Aluminium 7075
7075-Aluminium ist eine hochfeste Legierung. Die Glühung oder Wärmebehandlung von 7075-Aluminium sollte lieferantengesteuert und anwendungsspezifisch erfolgen. Es wird üblicherweise nicht für einfache Umformprozesse gewählt, es sei denn, die Festigkeitsanforderungen rechtfertigen die zusätzliche Prozesskontrolle.
Geglühtes Aluminium im Vergleich zu T5- und T6-Aluminium
Geglühtes Aluminium, T5-Aluminium und T6-Aluminium dienen unterschiedlichen Zwecken. Geglühtes Aluminium ist weicher und leichter zu formen, während T5- und T6-Aluminium eingesetzt werden, wenn Festigkeit, Steifigkeit und strukturelle Leistungsfähigkeit im Vordergrund stehen.
| Vergleichsartikel | Geglühtes Aluminium | T5 Aluminium | T6 Aluminium |
|---|---|---|---|
| Hauptzweck | Verbesserung der Umformbarkeit | Kontrollierte Festigkeit nach Abkühlung und Alterung | Höhere Festigkeit nach Lösungsbehandlung und Alterung |
| Härte | Untere | Medium | Höher |
| Duktilität | Höher | Medium | Niedriger als der geglühte Zustand |
| Biegeleistung | Besser | Hängt vom Radius und der Legierung ab. | Höheres Rissrisiko bei starker Biegung |
| Rohrerweiterung | Einfacher | Möglicherweise sind Tests erforderlich. | Kann bei starker Verformung reißen |
| Relevanz der Teleskopstange | Geeignet für geformte Rohrenden | Üblich für extrudierte Mastrohre | Nützlich, wenn Festigkeit und Steifigkeit erforderlich sind. |
| Hauptrisiko | Zu weich für die Endbelastung | Muss mit der Bewerbung übereinstimmen | Verliert an Festigkeit beim Glühen |
Bei Teleskopstangen aus Aluminium hängt die optimale Materialbeschaffenheit vom Produktdesign ab. Eine lange Verlängerungsstange erfordert möglicherweise Steifigkeit und Festigkeit, während ein Rohrende, das aufgeweitet oder gebördelt werden muss, vor der Formgebung eine verbesserte Duktilität benötigt.
Wenn Ihr Projekt auch die Auswahl der Verriegelungsstruktur umfasst, sollte die Rohrhärte zusammen mit dem Verriegelungssystem überprüft werden. Unterschiedliche Strukturen in einem Verriegelungsmechanismus für Teleskopstange Beim Ausziehen, Festziehen oder wiederholten Gebrauch können unterschiedliche Belastungen auf das Aluminiumrohr wirken.
Wann muss Aluminium geglüht werden?
Nicht jedes Aluminiumrohrprojekt erfordert Glühen. Geglühtes Aluminium ist nützlich, wenn die Umformbarkeit im Vordergrund steht, aber Aluminium in Standardhärte kann besser geeignet sein, wenn das Endprodukt Steifigkeit, Festigkeit und Dimensionsstabilität erfordert.
Wählen Sie geglühtes Aluminium, wenn
Wählen Sie geglühtes Aluminium, wenn:
- Das Rohr muss aufgeweitet, gebördelt, gebogen oder verpresst werden.
- Rissbildung tritt während der sekundären Umformung auf.
- Das Bauteil muss vor der Montage eine hohe Duktilität aufweisen.
- Das Material hat Kaltverformung erfahren.
- Das Rohrende erfordert eine spezielle Form.
- Die Formgebungstiefe ist bei der aktuellen Härte schwierig zu erreichen.
- Das Projekt befindet sich in der Mustererprobung oder Pilotphase der Validierung.
Vermeiden Sie geglühtes Aluminium oder prüfen Sie es sorgfältig, wenn
Vermeiden Sie geglühtes Aluminium oder prüfen Sie es sorgfältig, wenn:
- Der letzte Pfosten benötigt maximale Steifigkeit.
- Das Bauteil muss die Festigkeitsklasse T5 oder T6 beibehalten.
- Die Rohrwand ist dünn und kann sich unter Belastung verformen.
- Das Teleskopsystem erfordert geringe Gleittoleranzen und hohe Steifigkeit.
- Das Bauteil trägt die strukturelle Last.
- Die aktuelle Härte hat bereits die Form- und Montageprüfungen bestanden.
- Die Oberflächenbeschaffenheit oder die Dimensionsstabilität können beeinträchtigt sein.
Bei Projekten mit maßgefertigten Teleskopmasten aus Aluminium lautet die bessere Frage nicht: “Ist geglühtes Aluminium gut?” Die bessere Frage lautet:
Verbessert das Glühen die Umformstabilität, ohne die Endfestigkeit, Toleranz, Oberflächenbeschaffenheit oder Montageleistung zu beeinträchtigen?
Diese Materialentscheidungslogik ist auch beim Vergleich verschiedener Stangenmaterialien relevant. So unterscheiden sich beispielsweise Aluminium und Fiberglas hinsichtlich Steifigkeit, Gewicht, Korrosionsbeständigkeit und Auszugsstabilität. Weitere Informationen zu diesem Thema finden Sie in unserem Leitfaden. Verlängerungsstangen aus Aluminium vs. Fiberglas.
Glühen von Aluminium vor dem Biegen, Bördeln, Aufweiten und Stauchen
Aluminiumrohre durchlaufen nach dem Extrudieren oft mehrere Bearbeitungsschritte, darunter Schneiden, Bohren, Stanzen, Schlitzen, Gewindeschneiden, Nuten, Stauchen, Reduzieren, Aufweiten und Aufweiten.
| Formgebungsprozess | Warum Glühen helfen kann | Wichtiges zu prüfendes Risiko |
|---|---|---|
| Biegung | Verringert die Rissbildung bei engem Biegeradius | Rohrabflachung, Rückfederung, Festigkeitsverlust |
| Aufflammen | Hilft dabei, das Rohrende leichter zu öffnen. | Kantenspaltung, ungleichmäßige Ausladung |
| Erweiterung | Verbessert die Duktilität von Kunststoffschlössern, -manschetten oder -verbindern | Rissbildung am Rohrende, Änderung der Ovalität |
| Stauchen / Reduzieren | Verbessert die Umformbarkeit bei Änderung des Rohrdurchmessers | Faltenbildung, lokale Ausdünnung, Forminstabilität |
| Stanzen / Schlitzen | Kann die lokale Rissbildung in beanspruchten Materialien verringern | Lochverformung, Grate, Toleranzverschiebung |
Kontrolliertes Glühen vor dem Aufweiten kann die Umformstabilität verbessern, Rissbildung reduzieren und die Montagekräfte gleichmäßiger gestalten. Dies ist besonders relevant, wenn das Aluminiumrohr mit einem Teleskopstange mit Drehverschluss Struktur oder andere Kunststoff-Verriegelungselemente.

Häufige Fehler beim Glühen von Aluminium und deren Vermeidung
Wird das Glühen von Aluminium nicht korrekt gesteuert, können dadurch neue Probleme entstehen, anstatt die Umformungsprobleme zu lösen. Bei Aluminiumrohren und Teleskopmastkomponenten treten Defekte häufig während der Umformung, des Anodisierens, der Montage oder der abschließenden Funktionsprüfung auf.
| Defekt | Mögliche Ursache | Auswirkungen auf Aluminiumrohre | Verhütung |
|---|---|---|---|
| Rohrendrisse | Material zu hart oder unzureichende Duktilität | Verriegelungsring, Verbinder oder Endkappe lassen sich nicht ordnungsgemäß montieren. | Vor dem Aufweiten, Bördeln oder Stauchen sollte eine Glühbehandlung durchgeführt werden. |
| Ovalitätsänderung | Ungleichmäßige Erwärmung, mangelhafte Befestigung oder Verformung dünner Wände | Teleskopisches Gleiten wird instabil | Kontrolle der Heizunterstützung, der Kühlmethode und der Maßprüfung |
| Verlust der Steifigkeit | Überglühen oder falsche Härtewahl | Die Stange fühlt sich unter Last oder Dehnung schwach an. | Anpassung des Glühprozesses an das angestrebte Endfestigkeitsziel |
| Oberflächenverfärbung | Schlechte Ofenatmosphäre, Verunreinigungen oder mangelhafte Reinigung | Unregelmäßigkeiten bei der Eloxierung | Oberfläche reinigen und Wärmebehandlungsablauf steuern |
| Ungleichmäßige Expansionskraft | Chargenschwankungen oder instabile Erwärmung | Änderungen der Montagekräfte zwischen den Chargen | Chargenrückverfolgbarkeit und Formierungsversuche nutzen |
| Rohrbiegen oder Verziehen | Ungleichmäßige Erwärmung oder mangelhafte Rohrlagerung | Schwieriges Gleiten und schlechtes Aussehen | Verwenden Sie geeignete Vorrichtungen und führen Sie eine Geradheitsprüfung durch. |
| Mangelhafte Anodisierungskonsistenz | Wärmebehandlung und Oberflächenbeschaffenheit nicht kontrolliert | Farbunterschied zwischen den Rohrabschnitten | Vor der Endbearbeitung glühen und die Oberflächenqualität prüfen. |
| Übermäßige Weichheit am Rohrende | Lokale Überhitzung oder falsche Zeit | Der Verriegelungsbereich kann sich während des Gebrauchs verformen. | Validierung des Glühbereichs durch Stichprobenprüfung |
Bei OEM-Projekten für Aluminiumrohre sollte jeder Glühprozess mit Chargenrückverfolgbarkeit, Materialprüfung, Maßkontrolle, Umformversuchen, Oberflächenprüfungen und Endmontageprüfung verknüpft sein.
Welche Rolle spielt das Glühen bei der Herstellung von Aluminiumrohren?
Das Glühen von Aluminium sollte in den gesamten Fertigungsprozess von Aluminiumrohren integriert werden. Bei Teleskopmastprojekten beeinflusst die Prozessfolge die Präzision der Rohre, das Oberflächenbild, die Formqualität und die Endmontage.
Ein typischer Arbeitsablauf bei der Verwendung eines Teleskoprohrs aus Aluminium könnte Folgendes umfassen:
- Legierungsauswahl und Konstruktion der Extrusionsdüse
- Aluminiumrohr-Extrusion
- Richten und erste Maßprüfung
- Auf die gewünschte Länge zuschneiden
- Glühbewertung vor der Formgebung
- Rohraufweitung, Bördeln, Aufweiten, Reduzieren, Stanzen oder Schlitzen
- Oberflächenveredelung wie Eloxieren, Sandstrahlen oder Pulverbeschichten
- Kunststoffverriegelung, -verbinder, -stecker, -griff oder -endkappenbaugruppe
- Gleitpassung, Verriegelungskraft, Geradheit und Sichtprüfung
- Verpackung, Etikettierung, OEM-Branding und Versand
Bei mehrteiligen Teleskopstangen können selbst geringe Abweichungen in der Anodisierungsdicke, der Rundheit der Rohre oder der Durchmessertoleranz die Gleitbewegung beeinflussen. Wenn das Endprodukt ein Poolverlängerungsstange, Die Rohroberfläche muss sowohl Korrosionsbeständigkeit als auch eine reibungslose Justierung gewährleisten.
Der entscheidende Punkt ist einfach: Verbessert das Glühen zwar die Rohrendformung, führt aber nach dem Anodisieren zu einer schlechten Gleitpassung, ist das Verfahren nicht erfolgreich. Reduziert das Glühen hingegen die Rissbildung, macht den fertigen Pol aber zu weich, muss die Konstruktion angepasst werden.
Checkliste für Käufer von geglühten Aluminiumrohren
Beim Kauf von geglühten Aluminiumrohren oder kundenspezifischen Aluminium-Teleskopmastkomponenten sollten Käufer vage Anforderungen wie “weiches Aluminiumrohr” oder “leicht biegbares Aluminium” vermeiden. Stattdessen sollte die Spezifikation Legierung, Härtegrad, Abmessungen, Umformverfahren, Oberflächenbeschaffenheit und Endanwendung klar definieren.
| Spezifikationsartikel | Empfohlene Informationen |
|---|---|
| Legierungsqualität | 6061, 6063, 6005, 3003, 5052, 7075 oder kundenspezifische Legierung |
| Temperamentsanforderung | Geglüht, T5, T6 oder projektspezifischer Zustand |
| Rohrdurchmesser | Außendurchmesser und Innendurchmesser |
| Wandstärke | Erforderliche Dicke und Toleranz |
| Länge | Schnittlänge und Toleranz |
| Formgebungsprozess | Biegen, Aufweiten, Aufweiten, Stauchen, Reduzieren, Stanzen, Bohren, Schlitzen |
| Oberflächenbeschaffenheit | Eloxiert, sandgestrahlt, pulverbeschichtet, poliert, Sonderfarbe |
| Montageanforderungen | Kunststoffverriegelung, Gummigriff, Verbinder, Gewindeeinsatz, Endkappe, Knopf |
| Funktionsanforderung | Gleitpassung, Verriegelungskraft, Steifigkeit, Korrosionsbeständigkeit, Aussehen |
| Qualitätskontrolle | Dimensionsprüfung, Oberflächenprüfung, Montageprüfung |
| Verpackung | Großverpackungen, Einzelhandelsverpackungen, Logo-Branding |
Um dem Lieferanten die Beurteilung zu erleichtern, ob ein Glühen des Aluminiums erforderlich ist, senden Sie bitte folgende Informationen: Legierungssorte, aktueller Härtegrad, Rohrzeichnung, Wandstärke, Formgebungsanforderungen, Oberflächenbeschaffenheit, Montageteile, Endanwendung, erwartete Menge und Prüfstandard.
Wie Xingyong Projekte mit Aluminiumrohren und Teleskopstangen unterstützt
Xingyong betrachtet das Glühen nicht als Standardverfahren. Für jedes kundenspezifische Aluminiumrohr- oder Teleskopmastprojekt prüfen wir zunächst die Legierungssorte, den Härtegrad, die Wandstärke, den Rohrdurchmesser, die Formtiefe, die Verriegelungsstruktur, die Anodisierungsanforderungen, die Oberflächenbeschaffenheit und die abschließende Gleittoleranz.
Wenn bei Umformversuchen Risse, instabile Ausdehnung, schlechtes Aufweiten, schwieriges Stauchen oder ungleichmäßige Verriegelungskräfte auftreten, kann Xingyong testen, ob ein kontrolliertes Glühen die Umformbarkeit verbessert, ohne das Aluminiumrohr für den Endgebrauch zu weich zu machen.
Da Xingyong die Extrusion von Aluminiumrohren, die Präzisionsbearbeitung, die Entwicklung von Kunststoffschlössern, die Oberflächenbehandlung und die Endmontage von Teleskopstangen unterstützt, können Glühentscheidungen zusammen mit der gesamten Produktstruktur und nicht als isolierter Wärmebehandlungsschritt bewertet werden.
Xingyong kann unterstützen:
- Strangpressprofil aus Aluminiumlegierung
- Kundenspezifischer Rohrdurchmesser und Wandstärke
- Toleranzkontrolle für mehrteilige Teleskopsysteme
- Schneiden, Bohren, Stanzen, Schlitzen, Gewindeschneiden, Einstechen, Stauchen, Reduzieren, Aufweiten und Aufweiten
- Anodisieren, Sandstrahlen, Pulverbeschichten und kundenspezifische Oberflächenveredelung
- Entwicklung von Kunststoffschlössern, Verbindern, Kragen, Griffen, Steckern und Formteilen
- Endmontage der Teleskopstange und Funktionsprüfung
- Kundenspezifische Verpackungen, Etikettierung, Logo-Branding und OEM-Produktion
Im Gegensatz zu Anbietern, die entweder nur Aluminiumrohre herstellen oder nur Zubehör für Teleskopstangen aus Kunststoff liefern, kann Xingyong die Herstellung von Aluminiumrohren, die Entwicklung von Kunststoffkomponenten, die Oberflächenveredelung und die Endmontage der Teleskopstange in einem einzigen Produktionsablauf koordinieren.
Häufig gestellte Fragen zum Glühen von Aluminium
Welche Temperatur wird zum Glühen von Aluminium verwendet?
Viele praktische Referenzen zum Glühen von Aluminium liegen etwa 300–415 °C / 570–780 °F. Die genaue Glühtemperatur hängt von der Legierungssorte, dem Härtegrad, der Wandstärke, der vorherigen Kaltverformung, der Teilegeometrie und den geforderten mechanischen Endeigenschaften ab.
Welche Glühtemperatur ist für Aluminium der Sorte 6061 erforderlich?
6061-Aluminium wird häufig in einem praktischen Referenzbereich von etwa 345–415 °C / 650–780 °F, Dies hängt von der Produktform und den erforderlichen Eigenschaften ab. Wird 6061-T6-Aluminium geglüht, wird es weicher und verliert einen Großteil seiner T6-Festigkeit.
Welche Glühtemperatur ist für Aluminium der Sorte 6063 erforderlich?
6063 Aluminium wird üblicherweise auf etwa 100 °C geglüht. 345–410 °C / 650–770 °F, Die Eigenschaften von Aluminium variieren je nach Härtegrad, Wandstärke und Formgebungsanforderungen. 6063-Aluminium findet breite Anwendung bei Aluminiumprofilen, Aluminiumrohren und Teleskopmastsegmenten.
Kann 6061-T6-Aluminium geglüht werden?
Ja. Aluminium 6061-T6 kann geglüht werden, um die Duktilität zu verbessern und die Härte zu verringern. Durch das Glühen geht jedoch ein Großteil der Festigkeit von T6 verloren, daher sollte es nur dann angewendet werden, wenn die Umformbarkeit wichtiger ist als der Erhalt der mechanischen Eigenschaften auf T6-Niveau.
Wird Aluminium durch Glühen schwächer?
Ja. Durch das Glühen von Aluminium werden Härte und Zugfestigkeit in der Regel verringert, da das Material dadurch weicher wird und seine Duktilität verbessert wird. Dies ist vor dem Biegen, Bördeln, Aufweiten oder Stauchen sinnvoll, jedoch möglicherweise nicht geeignet, wenn das Endprodukt eine hohe Steifigkeit oder eine Festigkeit nach T6 aufweisen muss.
Ist das Glühen von Aluminium dasselbe wie eine Wärmebehandlung?
Das Glühen von Aluminium ist eine Art der Wärmebehandlung, aber nicht dasselbe wie Lösungsglühen oder künstliche Alterung. Beim Glühen wird Aluminium in der Regel weicher, während Lösungsglühen und Alterung häufig zur Erhöhung der Festigkeit von wärmebehandelbaren Aluminiumlegierungen eingesetzt werden.
Müssen Aluminiumrohre vor dem Aufweiten oder Bördeln geglüht werden?
Manche Aluminiumrohre müssen vor dem Aufweiten oder Bördeln geglüht werden, insbesondere dünnwandige Rohre, kaltverfestigte Rohre oder Rohre, die stark umgeformt werden müssen. Durch das Glühen wird die Duktilität verbessert und das Aufspalten am Rohrende verringert.
Woran erkennt man, ob Aluminium geglüht ist?
Geglühtes Aluminium ist in der Regel weicher und duktiler als kaltverfestigtes oder T5/T6-Aluminium. In der Produktion sollte der Zustand anhand von Materialdokumenten, Härteprüfungen, Umformversuchen, Maßkontrollen und Prozessaufzeichnungen des Lieferanten und nicht allein anhand des Aussehens bestätigt werden.
Kann Aluminium mehr als einmal geglüht werden?
Ja. Aluminium kann bei korrekter Prozesssteuerung mehrmals geglüht werden. Wiederholtes Erhitzen muss jedoch sorgfältig geprüft werden, da es die mechanischen Eigenschaften, die Oberflächenbeschaffenheit, die Abmessungen und die Leistung des Endprodukts beeinträchtigen kann.
Ist geglühtes Aluminium für Teleskopstangen geeignet?
Geglühtes Aluminium kann für bestimmte Umformschritte von Teleskopmasten, wie z. B. Rohraufweitung, Bördeln, Stauchen oder Reduzieren, nützlich sein. Der fertige Mast muss jedoch weiterhin ausreichend Festigkeit und Steifigkeit aufweisen, weshalb das Glühen auf die Maststruktur, die Verriegelungskonstruktion, die Rohrtoleranzen und die Anwendungsanforderungen abgestimmt sein muss.
Abschluss
Das Glühen von Aluminium ist nicht einfach ein Weichglühprozess bei einer festen Temperatur. Es ist eine fertigungstechnische Entscheidung, die auf der Legierungssorte, dem Härtegrad, dem Kaltverformungsgrad, der Wandstärke, der Umformbarkeit, der Endfestigkeit, der Oberflächenbeschaffenheit und den Maßtoleranzen basiert.
Bei der allgemeinen Aluminiumverarbeitung kann das Glühen von Aluminium die Duktilität verbessern, innere Spannungen reduzieren und Biege-, Bördel-, Aufweit-, Stauchen-, Reduzier- und Umformprozesse erleichtern. Bei Aluminiumrohren, -profilen und -teleskopstangen kann das Glühen auch die Rohrendenformung, die Kunststoffverbindung, die Gleitfähigkeit, die Anodisierungskonsistenz, die Chargenreproduzierbarkeit und die Endproduktqualität beeinflussen.
Wenn bei Ihrem Projekt mit Aluminiumrohren oder Teleskopstangen Risse beim Ausdehnen, instabile Aufweitung, schwierige Montage der Kunststoffverriegelung, Bördelfehler oder enge Gleittoleranzen auftreten, Schicken Sie Xingyong Ihre Legierungssorte, die Rohrzeichnung, die Wandstärke, die Umformanforderungen, die Oberflächenbeschaffenheit und die Endanwendung. Unser Team kann beurteilen, ob ein Glühen erforderlich ist, und Sie bei der Erstellung eines fertigungsgerechten OEM-Produktionsplans unterstützen – von der Aluminiumrohrproduktion bis zur finalen Teleskopmastmontage.
Verwandte Leitfäden und Ressourcen
Weiterlesen
Glossar · Wie hoch ist die Aluminiumdichte? · Sind Aluminiumbarren wertvoll und wie viel Geld sind sie wert? · Rostet Aluminium? · Elektrische Leitfähigkeit von Aluminium · Wie heiß darf Aluminium sein? · Ist Aluminium leitfähig? · Ist Aluminium magnetisch? · Schmelzpunkt von Aluminium · Welche Farbe hat Aluminium?
Ähnliche Produkte: Ähnliche Produkte entdecken Und Lösungen zum Abgleich von Bewertungen.


