
Capacités
Finitions de surface par anodisation
Xingyong exploite 12 lignes d'anodisation dans son usine du Jiangsu : finitions noir, mat, satiné, bleu, or, champagne, argent et bronze, avec une épaisseur de film contrôlée pour une résistance optimale au chlore, à l'eau salée et aux UV au niveau des abords de piscine. Les couleurs sont uniformes d'un lot à l'autre et les pièces sont sablées pour garantir une friction constante entre les sections télescopiques.

12Lignes d'anodisation
8Couleurs de finition standard
10–15Plage d'épaisseur de film en μm
5Stations de sablage alimentant les lignes
Présentation du produit
Précisez l'aspect général, les performances et le fonctionnement du poteau.
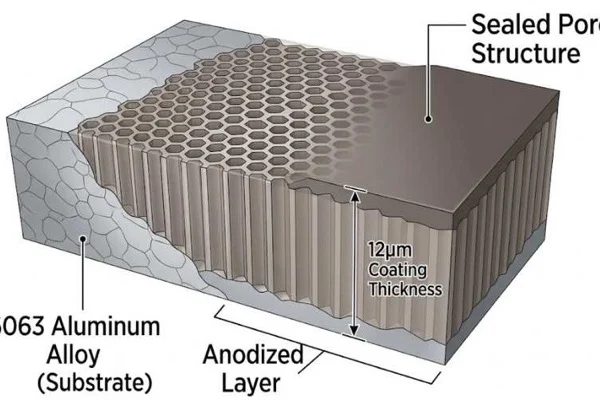
L'état de surface de l'aluminium ne se limite pas à la couleur. L'épaisseur du film, l'étanchéité, la texture et l'homogénéité du lot influent sur la résistance à la corrosion, l'aspect visuel et la facilité de manipulation entre les sections télescopiques.
Xingyong examine la finition cible ainsi que l'alliage, la structure du poteau, le système de verrouillage et l'application afin que la surface approuvée réponde à la fois à l'apparence requise et aux performances fonctionnelles.
Processus
Anodisation sur 12 lignes de production
Extrudé tubes en aluminium passer de l'extrusion à la fabrication en interne anodisation Les lignes de production sont alimentées sans quitter le bâtiment. Trois sableuses à barres longues et deux à barres courtes alimentent ces lignes pour la préparation de surface, contrôlant ainsi la microrugosité nécessaire à un bon ancrage des pièces entre les sections télescopiques. L'épaisseur standard du film est de 12 à 15 µm, ajustable selon les spécifications. La couleur est vérifiée sous une boîte à lumière calibrée pour chaque lot ; l'épaisseur du film est mesurée avant la sortie des pièces de la ligne. Une station d'épuration des eaux usées sur site traite tous les effluents d'anodisation. Certification ISO 14001 pour le périmètre de la gestion environnementale.
Finitions
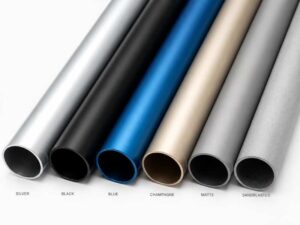
8 couleurs anodisées standard pour les marques de poteaux de piscine
Xingyong propose huit finitions anodisées en stock, correspondant aux couleurs les plus fréquemment commandées par les marques. Des couleurs personnalisées sont disponibles sur demande, moyennant un léger supplément pour la mise en place du processus de correspondance des couleurs.
- Noir — Perche de nettoyage de piscine haut de gamme, masque les marques de manipulation
- argent mat — neutre, se prête bien à la photographie dans son emballage de vente au détail
- Satin — plus doux que l'esthétique mate du métal brossé
- Bleu — Couleur classique pour produits de piscine, plusieurs teintes en stock
- Or — marques haut de gamme, accent chaleureux
- Champagne — neutre chaud, populaire pour les tubes de bobines de couverture
- Argent — Finition anodisée naturelle, prix le plus bas
- Bronze — applications pour le mobilier d'extérieur et les tubes de bobine
Pourquoi nous
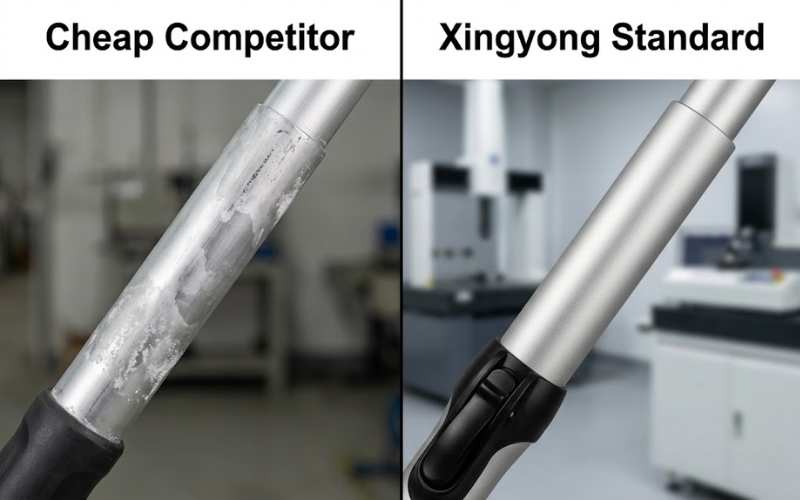
Anodisation pour les zones de piscine exposées au chlore, au sel et aux UV
Anodisation sur un poteau de billard Il ne s'agit pas seulement d'une question de couleur. La couche d'oxyde fait partie intégrante de l'aluminium ; ce n'est pas un revêtement susceptible de s'écailler. L'épaisseur du film détermine la résistance à long terme au chlore, à l'eau salée et aux UV ; le joint d'étanchéité ferme les pores pour empêcher la pénétration des produits chimiques de la piscine. Le sablage avant anodisation ajuste le coefficient de friction entre les sections télescopiques. Une surface trop lisse et les verrous glissent ; une surface trop rugueuse et le coulissement se bloque. Nous utilisons une bande testée pour garantir que chaque perche de piscine s'étend et se verrouille de la même manière — un détail que les équipes d'assurance qualité des distributeurs de produits de piscine repèrent dès la première inspection des conteneurs à réception. Les données complètes sur la résistance chimique et les résultats des tests au brouillard salin sont disponibles sur [lien manquant]. assurance qualité page.
Contrôle qualité
Épaisseur du film, correspondance des couleurs et brouillard salin
Chaque lot est contrôlé avant de quitter la ligne d'anodisation. L'épaisseur du film est mesurée à l'aide d'un appareil de mesure d'épaisseur de revêtement, conformément aux spécifications. La correspondance des couleurs est vérifiée sous une boîte à lumière D65 calibrée, en comparaison avec l'échantillon de référence approuvé par le client ; aucune vérification visuelle n'est effectuée. Pour la vérification de la résistance au chlore et au brouillard salin, les poteaux finis peuvent être testés selon les normes en vigueur. ASTM B117 à la durée d'exposition convenue pour le programme. Les résultats par lot sont archivés et disponibles sur demande.

Anodisation et finitions de surface — FAQ
Quelle épaisseur de film faut-il obtenir pour l'anodisation des poteaux de piscine en aluminium ?
La norme est de 12 à 15 μm pour poteaux d'extension de piscine. Applications plus exigeantes (tubes de bobine de couverture L'épaisseur du film (exposé à une utilisation constante en bord de piscine) peut atteindre 20 à 25 μm. L'épaisseur du film est mesurée sur chaque lot avant que les pièces ne quittent la chaîne de production.Pouvez-vous reproduire une couleur Pantone ou RAL personnalisée ?
Oui. Les couleurs personnalisées nécessitent des frais d'installation uniques et minimes pour le calibrage du bain de teinture, ainsi qu'une validation de l'échantillon de couleur avant la production. Le délai de livraison est de 5 à 7 jours supplémentaires pour le premier lot.Comment garantir la constance de la couleur d'un lot à l'autre ?
Chaque lot est contrôlé sous une boîte à lumière D65 calibrée, en comparaison avec l'échantillon de référence approuvé par le client. Les paramètres de l'anodisation, la température du bain de teinture et le temps d'immersion sont enregistrés pour chaque lot. Tout écart de couleur hors tolérance est rejeté en fin de chaîne.L'anodisation résistera-t-elle aux produits chimiques de piscine à long terme ?
L'aluminium anodisé, correctement scellé et d'une épaisseur de film supérieure à 12 µm, résiste au chlore, au brome et à l'eau salée pendant de nombreuses années en bord de piscine. Des tests de brouillard salin peuvent être planifiés conformément aux exigences d'exposition de la norme ASTM B117, telles qu'elles ont été définies dans le programme de développement du produit.L'anodisation se fait-elle avant ou après l'usinage CNC ?
La plupart des tubes de poteaux de piscine sont d'abord anodisés, puis usinés par commande numérique (CNC) ; ainsi, les bords des trous pour les boutons de verrouillage laissent apparaître l'aluminium nu, visible mais conforme aux spécifications. Pour les pièces nécessitant une anodisation complète, l'usinage est effectué en premier, puis la géométrie finale est anodisée.L'anodisation pose-t-elle des problèmes liés aux eaux usées et à l'environnement ?
Non. Notre station d'épuration sur site traite tous les effluents d'anodisation avant leur rejet. La gestion environnementale est certifiée conforme aux normes environnementales. ISO 14001.Produits associés
Programmes de poteaux en aluminium avec finitions personnalisées
Poteau de billard
Voir le produit →Poteaux OEM personnalisés
Afficher le service →Marques privées et image de marque
Afficher le service →Assistance technique
Guides d'ingénierie pour les performances des poteaux finis
Utilisez ces guides pour définir la charge, le comportement du verrouillage et les performances multi-sections avant de choisir la finition finale du tube et les spécifications de traitement de surface.

Capacité de charge des poteaux télescopiques
Lire le guide →
Verrouillage par rotation vs verrouillage à bascule
Lire le guide →
Conception de poteau à sections multiples
Lire le guide →Vous avez besoin de poteaux de piscine en aluminium anodisé ?
Envoyez-nous votre spécification de couleur ou votre nuancier RAL — un échantillon anodisé vous sera expédié sous 5 à 7 jours, et un devis de production vous sera fourni sous 24 heures.