
El recocido de aluminio no es un concepto de laboratorio, es un decisión de producción que afecta directamente el éxito del conformado, la eficiencia del ensamblaje y las tasas de defectos.
Si sus piezas de aluminio se doblan, se expanden, se estiran o se utilizan en sistemas telescópicos, el recocido a menudo determina si la producción se ejecuta sin problemas o se detiene con grietas y retrabajos.
Los equipos de adquisiciones pueden tratar este artículo como información técnica de fondo y luego pasar a... capacidades de extrusión de aluminio estándar para el ajuste del producto y Fabricación de tubos de aluminio de precisión para capacidad de fábrica; para una verificación cruzada externa, utilice Recursos materiales de la Asociación del Aluminio.
Esta guía explica Qué es el recocido de aluminio, cómo funciona en fábricas reales y cómo debe especificarse al adquirir piezas de aluminio.
¿Qué es el recocido de aluminio?
El recocido del aluminio es un proceso de tratamiento térmico controlado que ablanda el aluminio, reduce la tensión interna y mejora la ductilidad para doblar, abocardar, expandir, estampar, reducir y conformar. Las referencias prácticas sobre el recocido del aluminio suelen estar relacionadas con... 300–415 °C / 570–780 °F, pero la temperatura correcta depende del grado de aleación, el temple, el trabajo en frío previo, el espesor de la pared, el control del horno y la resistencia final requerida.
El recocido del aluminio es útil cuando este se agrieta durante el conformado o se endurece demasiado tras la extrusión, el laminado, el trefilado, el enderezado, el corte o el mecanizado. Sin embargo, el recocido suele reducir la dureza y la resistencia mecánica, por lo que solo debe especificarse cuando la mejora de la ductilidad sea más importante que la rigidez máxima, la capacidad de carga o el rendimiento T5/T6.
En el caso de tubos de aluminio, perfiles extruidos de aluminio y componentes de postes telescópicos, el recocido del aluminio no solo influye en la suavidad. Puede afectar la formación de los extremos del tubo, la tolerancia de deslizamiento, la uniformidad del anodizado, el ensamblaje de los cierres de plástico y la repetibilidad de la producción OEM.
Tabla de temperaturas de recocido del aluminio
Para muchas aleaciones de aluminio forjado, las referencias prácticas de recocido suelen situarse alrededor de 300–415 °C / 570–780 °F. Sin embargo, la temperatura de recocido del aluminio no es universal. Varía según el grado de aleación, el temple, el trabajo en frío previo, el espesor de la pieza y si el objetivo es un recocido completo, un ablandamiento parcial o un alivio de tensiones.
| Aleación de aluminio / Serie | Referencia práctica sobre recocido | Referencia Fahrenheit | Notas prácticas |
|---|---|---|---|
| 1100 / 1xxx | 300–415 °C | 570–780 °F | Aluminio de alta ductilidad, fácil de ablandar y moldear. |
| 3003 / 3xxx | 345–415 °C | 650–780 °F | Común para piezas conformadas, tubos y fabricación en general. |
| 5052 / 5xxx | 345–415 °C | 650–780 °F | Buena conformabilidad; el control del proceso es importante. |
| 6061 / 6xxx | 345–415 °C | 650–780 °F | La resistencia disminuye después del recocido; se pierde la condición T6. |
| 6063 / 6xxx | 345–410 °C | 650–770 °F | Común en extrusiones, tubos de aluminio y secciones de postes telescópicos |
| 6005 / 6xxx | 345–410 °C | 650–770 °F | Se utiliza para extrusiones estructurales y componentes de postes. |
| 7075 / 7xxx | Específico del proceso | Específico del proceso | Aleación de alta resistencia; se recomienda un tratamiento térmico controlado por el proveedor. |
Estos rangos son referencias prácticas, no parámetros de producción universales. La temperatura final de recocido del aluminio debe confirmarse mediante la norma de aleación, el temple original, el certificado del material, la geometría de la pieza, el control del horno, los requisitos de conformado y las propiedades mecánicas requeridas.
Recocido completo vs. Alivio de tensiones vs. Recocido parcial del aluminio
El recocido del aluminio no siempre implica un ablandamiento máximo. En la producción real, el objetivo del proceso puede ser el recocido completo, el ablandamiento parcial, el alivio de tensiones o la recristalización después del trabajo en frío.
| Tipo de proceso | Propósito principal | Resultado típico | Cuando se utiliza |
|---|---|---|---|
| Recocido completo | Máxima suavidad y ductilidad | Menor dureza, mayor conformabilidad | Curvatura severa, ensanchamiento profundo, conformación intensa |
| Recocido parcial | Ablandamiento controlado | Equilibrio entre conformabilidad y resistencia | Conformación de extremos de tubo, expansión moderada, ensamblaje controlado |
| Alivio del estrés | Reduzca el estrés interno | Mayor estabilidad dimensional con ablandamiento limitado. | Después del mecanizado, enderezado, corte o conformado |
| Recocido de recristalización | Restaurar la ductilidad después del trabajo en frío | Menor endurecimiento por deformación y mejor conformabilidad. | Aluminio laminado, estirado o trabajado en frío |
Para la fabricación de tubos de aluminio, el recocido parcial o el alivio de tensiones controlado pueden ser más prácticos que el recocido completo. Si bien el extremo del tubo puede requerir mayor ductilidad para la expansión, el mástil telescópico de aluminio completo necesita suficiente rigidez para resistir la flexión durante su uso.

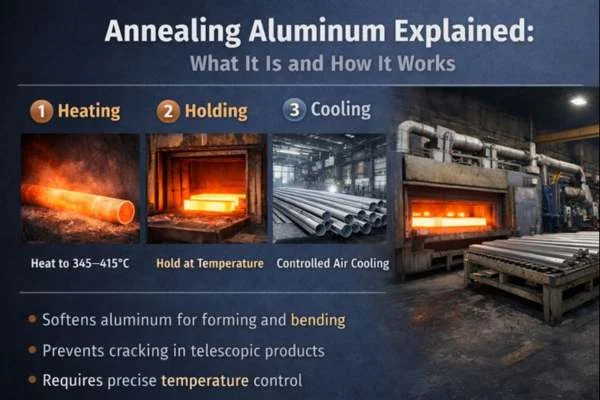
Cómo funciona el proceso de recocido del aluminio (paso a paso)

El recocido del aluminio consta de tres etapas controladas. Los problemas suelen surgir cuando una de ellas se realiza de forma apresurada o irregular.
1. Calefacción
El aluminio se calienta a un rango de temperatura definido según el tipo de aleación.
El calentamiento uniforme es fundamental, especialmente para tubos largos donde la variación de extremo a extremo es común.
2. Sosteniendo
El aluminio permanece a una temperatura el tiempo suficiente para que se liberen las tensiones internas.
Una sujeción insuficiente deja el metal parcialmente duro; una sujeción excesiva puede debilitar la estructura del grano.
3. Enfriamiento
Mayoría aluminio usos del recocido refrigeración por aire natural o controlado.
A diferencia del acero, para el recocido de aluminio no se requiere un enfriamiento rápido.
Temperatura de recocido del aluminio por serie de aleación
Las distintas aleaciones reaccionan de forma distinta al calor. Tratarlas de la misma manera es un error común en la producción.
| Serie de aleación | Rango típico de recocido | Notas prácticas |
|---|---|---|
| 3xxx | 345–415 °C | Estable, tolerante y ampliamente utilizado en tubos. |
| 5xxx | 345–415 °C | El contenido de magnesio requiere un control cuidadoso |
| 6xxx | 350–410 °C | Común para postes telescópicos y tubos estructurales. |
Problema del mundo real:
En el caso de los tubos de la serie 6xxx utilizados en sistemas telescópicos, el recocido insuficiente a menudo se manifiesta como agrietamiento durante la expansión o deslizamiento irregular durante el ensamblaje.
Cómo el recocido altera las propiedades del aluminio (lo que realmente notará)
El recocido cambia el comportamiento del aluminio, no su apariencia.
Después del recocido:
- La dureza disminuye
- La ductilidad aumenta
- La fuerza de formación cae
- Las superficies deslizantes se mueven con mayor suavidad
La contrapartida es la resistencia. Por eso muchos productos se recocen. antes de formarse, luego se trata térmicamente más tarde si se necesita mayor resistencia.
Recocido vs. Tratamiento Térmico: Una Clara Diferencia para los Compradores
Estos dos procesos a menudo se confunden, pero hacen cosas opuestas.
- Recocido: ablanda el aluminio para hacer posible su conformado
- Tratamiento térmico: fortalece el aluminio después del conformado
Si el aluminio se agrieta durante flexión, El recocido es la solución.
Si el aluminio se dobla demasiado fácilmente durante el uso, el tratamiento térmico es la solución.
Resuelven diferentes problemas.
Ejemplo de fábrica: recocido de aluminio para postes telescópicos de piscina

Postes telescópicos para piscinas imponen altas exigencias a tubos de aluminio:
- paredes delgadas
- Longitudes largas
- Deslizamiento repetido durante el uso
Antes del recocido controlado, los problemas de producción más comunes incluyen:
- Grietas durante la expansión del tubo
- Sensación de deslizamiento desigual entre los tubos interior y exterior
- Altas tasas de rechazo en el montaje
Después de introducir un paso de recocido controlado:
- La expansión del tubo se volvió más estable
- La fricción por deslizamiento disminuyó
- Los defectos de montaje se redujeron significativamente
En el caso de productos telescópicos de aluminio, el recocido suele ser la diferencia entre un montaje suave y un ajuste constante.
Cómo recocer el aluminio en la producción industrial
El recocido industrial del aluminio debe controlarse, validarse e inspeccionarse. En el caso de los tubos de aluminio y los componentes de postes telescópicos de fabricantes de equipos originales (OEM), el recocido no debe tratarse como un calentamiento aleatorio.
1. Identificar el grado y el temple de la aleación.
Antes de recocer el aluminio, el proveedor debe confirmar el grado de aleación y el temple actual. Las aleaciones 6061-T6, 6063-T5, 3003-H14, 5052-H32 y 7075-T6 no responden de la misma manera.
El proveedor debe comprobar el grado de aleación, el temple actual, el diámetro del tubo, el espesor de la pared, el nivel de trabajo en frío previo, la ductilidad requerida y el requisito de carga final.
2. Definir el objetivo de recocido
El proveedor debe definir si el objetivo es un recocido completo, un ablandamiento parcial, un alivio de tensiones o una mayor ductilidad para una etapa de conformado específica.
Por ejemplo, un extremo de tubo que se agrieta durante la expansión puede necesitar únicamente un ablandamiento controlado en la zona de conformado, mientras que una pieza muy trabajada en frío puede requerir un recocido más extenso para restaurar su ductilidad.
3. Seleccione el rango de temperatura de recocido.
La temperatura de recocido del aluminio debe seleccionarse en función del grado de aleación, el temple, la geometría del producto, el espesor de la pared y el rendimiento final.
Los tubos de aluminio de paredes delgadas requieren un control más cuidadoso que las piezas macizas gruesas, ya que se calientan más rápido y pueden deformarse con mayor facilidad.
4. Utilice calentamiento y remojo controlados.
El recocido industrial del aluminio debe realizarse mediante calentamiento controlado en horno, en lugar de guiarse por el color visual. El aluminio no brilla al rojo vivo a las temperaturas típicas de recocido, como sí lo hace el acero, por lo que el color no es un indicador fiable.
Una vez que el aluminio alcanza la temperatura seleccionada, se mantiene a esa temperatura durante un tiempo controlado. El tiempo de mantenimiento depende del tipo de aleación, el espesor de la pared, el tamaño del tubo, el grado de trabajo en frío y la blandura deseada.
5. Enfríe e inspeccione el aluminio.
Tras el remojo, el aluminio se enfría en condiciones adecuadas. En el caso de los tubos telescópicos de aluminio, el control de la refrigeración ayuda a reducir la deformación, la ovalización y las variaciones dimensionales.
La inspección posterior al recocido debe incluir el diámetro del tubo, el espesor de la pared, la rectitud, la redondez, el estado de la superficie, el resultado del conformado del extremo del tubo, el ajuste deslizante y la fuerza de ensamblaje del bloqueo.
Qué no hacer al recocer aluminio
Evite estos errores comunes en el recocido del aluminio:
- No dé por sentado que una misma temperatura de recocido funciona para todas las aleaciones de aluminio.
- No caliente el aluminio guiándose por su color; el aluminio no brilla como el acero a las temperaturas de recocido típicas.
- No recoza el aluminio 6061-T6 o 7075-T6 si la pieza final debe mantener la resistencia del nivel T6.
- No recoza tubos de aluminio de precisión sin comprobar posteriormente su rectitud, redondez, tolerancia de diámetro y ajuste deslizante.
- No considere el recocido como una solución para corregir un diseño deficiente del tubo, un espesor de pared incorrecto, un radio de curvatura inadecuado o una profundidad de expansión excesiva.
- No apruebe la producción en masa sin realizar pruebas de muestras y validar la producción piloto.
Recocido de aluminio por aleación: 6061, 6063, 3003, 5052 y 7075
Las distintas aleaciones de aluminio responden de manera diferente al recocido. El proceso adecuado depende de la composición química de la aleación, el temple, los requisitos de conformado y la aplicación final.
Recocido de aluminio 6061
El aluminio 6061 es una aleación termotratable comúnmente utilizada en piezas estructurales, componentes mecanizados, tubos, soportes y conjuntos de ingeniería. El recocido del aluminio 6061 puede mejorar su ductilidad y reducir su dureza cuando el material requiere un conformado adicional tras el mecanizado, la extrusión o el trabajo en frío.
Sin embargo, si el aluminio 6061-T6 se somete a un proceso de recocido, se ablanda y pierde gran parte de su resistencia T6. Para proyectos de tubos de aluminio B2B, los compradores deben especificar claramente si el requisito final es la conformabilidad suave, la resistencia posterior al conformado o un equilibrio controlado entre ambas.
Recocido de aluminio 6063
El aluminio 6063 se utiliza ampliamente para extrusiones de aluminio, perfiles de aluminio, tubos de aluminio y sistemas de postes telescópicos porque ofrece buena extrudabilidad, calidad de acabado superficial, resistencia a la corrosión y un rendimiento de conformado estable.
El recocido del aluminio 6063 puede evaluarse cuando el tubo requiere expansión de extremo, abocardado, recalcado, reducción, doblado o ensamblaje estable con cierres de plástico, collares, tapones, botones o puntas roscadas.
En el caso de los postes telescópicos de aluminio de varias secciones, incluso pequeñas diferencias en el diámetro del tubo, el espesor del anodizado o la redondez pueden afectar el movimiento de deslizamiento. Por ello, el recocido del aluminio 6063 debe evaluarse como parte integral del proceso de fabricación del poste.
Recocido de aluminio 3003 y 5052
El aluminio 3003 se utiliza comúnmente para piezas conformadas, tubos y fabricación en general. El recocido del aluminio 3003 puede mejorar su ductilidad y reducir el riesgo de agrietamiento tras el trabajo en frío.
El aluminio 5052 ofrece buena resistencia a la corrosión y conformabilidad. Se puede utilizar el recocido del aluminio 5052 antes del conformado, pero el control del proceso es importante para mantener un comportamiento mecánico estable y una buena calidad superficial.
Recocido de aluminio 7075
El aluminio 7075 es una aleación de alta resistencia. El recocido o tratamiento térmico del aluminio 7075 debe estar controlado por el proveedor y ser específico para cada aplicación. No suele seleccionarse para conformado simple, a menos que los requisitos de resistencia justifiquen un control de proceso adicional.
Aluminio recocido frente a aluminio T5 y T6.
El aluminio recocido, el aluminio T5 y el aluminio T6 tienen diferentes usos. El aluminio recocido es más blando y fácil de moldear, mientras que el aluminio T5 y el T6 se utilizan cuando la resistencia, la rigidez y el rendimiento estructural son más importantes.
| Elemento de comparación | Aluminio recocido | Aluminio T5 | Aluminio T6 |
|---|---|---|---|
| Propósito principal | Mejorar la conformabilidad | Resistencia controlada tras el enfriamiento y el envejecimiento. | Mayor resistencia tras el tratamiento con solución y el envejecimiento. |
| Dureza | Más bajo | Medio | Más alto |
| Ductilidad | Más alto | Medio | Inferior a la condición recocida |
| Rendimiento de flexión | Mejor | Depende del radio y la aleación. | Mayor riesgo de agrietamiento en flexiones pronunciadas. |
| Expansión de tubos | Más fácil | Puede requerir pruebas | Puede agrietarse si la formación es severa. |
| Relevancia de los postes telescópicos | Útil para extremos de tubos conformados | Común para tubos de postes extruidos | Útil cuando se requiere resistencia y rigidez. |
| Riesgo principal | Demasiado blando para la carga final. | Debe coincidir con la solicitud | Pierde resistencia si se recoce. |
En el caso de los postes telescópicos de aluminio, las mejores condiciones del material dependen del diseño del producto. Un poste de extensión largo puede requerir rigidez y resistencia, mientras que el extremo de un tubo que deba expandirse o ensancharse puede necesitar una mayor ductilidad antes de su conformado.
Si su proyecto también implica la selección de la estructura de bloqueo, el temple del tubo debe revisarse junto con el sistema de bloqueo. Diferentes estructuras en un mecanismo de bloqueo del mástil telescópico puede ejercer diferentes tensiones sobre el tubo de aluminio durante la extensión, el apriete o el uso repetido.
¿Cuándo es necesario recocer el aluminio?
No todos los proyectos con tubos de aluminio requieren recocido. El aluminio recocido es útil cuando la conformabilidad es la prioridad, pero el aluminio con temple estándar puede ser mejor cuando el producto final necesita rigidez, resistencia y estabilidad dimensional.
Elija aluminio recocido cuando
Elija aluminio recocido cuando:
- El tubo debe ser expandido, abocinado, doblado o prensado.
- El agrietamiento aparece durante el proceso de conformado secundario.
- La pieza necesita una alta ductilidad antes del ensamblaje.
- El material ha acumulado trabajo en frío.
- El extremo del tubo requiere una forma especial.
- La profundidad de conformado resulta difícil para el temple actual.
- El proyecto se encuentra en fase de pruebas de muestra o validación piloto.
Evite el aluminio recocido o evalúe cuidadosamente cuando
Evite el aluminio recocido o evalúelo cuidadosamente cuando:
- El último poste necesita la máxima rigidez.
- La pieza debe conservar la resistencia T5 o T6.
- La pared del tubo es delgada y puede deformarse bajo carga.
- El sistema telescópico requiere una tolerancia de deslizamiento estricta y una alta rigidez.
- Esta pieza soporta la carga estructural.
- El temple actual ya supera las pruebas de conformado y ensamblaje.
- El acabado superficial o la estabilidad dimensional pueden verse afectados.
Para proyectos de postes telescópicos de aluminio a medida, la pregunta más pertinente no es "¿Es bueno el aluminio recocido?". La pregunta más pertinente es:
¿Mejora el recocido la estabilidad del conformado sin dañar la resistencia final, la tolerancia, el acabado superficial o el rendimiento del ensamblaje?
Esta misma lógica de decisión de materiales también importa al comparar diferentes materiales de postes. Por ejemplo, el aluminio y la fibra de vidrio se comportan de manera diferente en rigidez, peso, resistencia a la corrosión y estabilidad de extensión. Puede revisar este tema en nuestra guía para Postes de extensión de aluminio frente a postes de fibra de vidrio.
Recocido del aluminio antes del doblado, abocardado, expansión y recalcado.
Los tubos de aluminio suelen pasar por varias etapas de procesamiento después de la extrusión, que incluyen corte, perforación, punzonado, ranurado, roscado, acanalado, recalcado, reducción, abocardado y expansión.
| Proceso de conformado | Por qué el recocido puede ayudar | Riesgo clave a verificar |
|---|---|---|
| Doblado | Reduce el agrietamiento cuando el radio de curvatura es pequeño. | Aplanamiento del tubo, recuperación elástica, pérdida de resistencia. |
| Resplandeciente | Ayuda a que el extremo del tubo se abra con mayor suavidad. | Agrietamiento de bordes, forma de campana irregular |
| Expansión | Mejora la ductilidad de cierres, collares o conectores de plástico. | Agrietamiento en el extremo del tubo, cambio de ovalidad |
| Conformado / Reducción | Mejora la conformabilidad al cambiar el diámetro del tubo. | Arrugas, adelgazamiento localizado, inestabilidad de la forma |
| Perforación / Ranurado | Puede reducir el agrietamiento local en materiales sometidos a tensión. | Deformación del orificio, rebabas, cambio de tolerancia |
El recocido controlado antes de la expansión puede mejorar la estabilidad de la conformación, reducir el agrietamiento y hacer que la fuerza de ensamblaje sea más consistente. Esto es especialmente relevante cuando el tubo de aluminio debe trabajar con un poste telescópico con cierre giratorio estructura u otros componentes de bloqueo de plástico.

Defectos comunes en el recocido del aluminio y su prevención
Si el recocido del aluminio no se controla correctamente, puede generar nuevos problemas en lugar de solucionar los de conformado. En el caso de los tubos de aluminio y los componentes de postes telescópicos, suelen aparecer defectos durante el conformado, el anodizado, el ensamblaje o las pruebas de funcionamiento final.
| Defecto | Posible causa | Impacto en tubos de aluminio | Prevención |
|---|---|---|---|
| Agrietamiento en el extremo del tubo | Material demasiado duro o con ductilidad insuficiente | El collarín de bloqueo, el conector o la tapa final no se pueden ensamblar correctamente. | Evalúe el recocido antes de la expansión, el abocardado o el recalcado. |
| Cambio de ovalidad | Calentamiento irregular, soporte deficiente de los accesorios o deformación de la pared delgada. | El deslizamiento telescópico se vuelve inestable. | Controlar el soporte de calefacción, el método de refrigeración y la inspección dimensional. |
| Pérdida de rigidez | Recocido excesivo o selección de temple incorrecta | El bastón se siente débil bajo carga o extensión. | Adaptar el proceso de recocido al objetivo de resistencia final. |
| decoloración de la superficie | Ambiente deficiente en el horno, contaminación o limpieza deficiente | Inconsistencia en el acabado anodizado | Limpiar la superficie y controlar la secuencia del tratamiento térmico |
| fuerza de expansión inconsistente | Variación entre lotes o calentamiento inestable | La fuerza de ensamblaje varía entre lotes. | Utilice la trazabilidad de lotes y las pruebas de formación. |
| Doblado o deformación de tubos | Calentamiento irregular o soporte deficiente de los tubos | Dificultad para deslizarse y aspecto deficiente | Utilice los accesorios adecuados y realice una inspección de rectitud. |
| Mala consistencia en el anodizado | Tratamiento térmico y estado de la superficie no controlados | Diferencia de color entre las secciones del tubo | Planifique el recocido antes del acabado e inspeccione la calidad de la superficie. |
| Excesiva blandura en el extremo del tubo | Sobrecalentamiento local o hora incorrecta | La zona de bloqueo puede deformarse durante el uso. | Validar el rango de recocido mediante pruebas de muestras. |
En los proyectos de tubos de aluminio para fabricantes de equipos originales (OEM), cada proceso de recocido debe estar vinculado con la trazabilidad del lote, la inspección del material, la verificación dimensional, las pruebas de conformado, las pruebas de acabado superficial y las pruebas de ensamblaje final.
El papel del recocido en la fabricación de tubos de aluminio
El recocido del aluminio debe considerarse dentro del proceso completo de fabricación de tubos de aluminio. En proyectos de postes telescópicos, la secuencia del proceso afecta la precisión del tubo, el aspecto de la superficie, la calidad del conformado y el ensamblaje final.
Un flujo de trabajo típico para tubos telescópicos de aluminio puede incluir:
- Selección de aleaciones y diseño de matrices de extrusión
- Extrusión de tubos de aluminio
- Enderezado e inspección dimensional inicial
- Cortar a la longitud requerida
- Evaluación del recocido antes de la formación
- Expansión, abocardado, recalcado, reducción, punzonado o ranurado de tubos.
- Acabados superficiales como anodizado, chorro de arena o recubrimiento en polvo.
- Conjunto de cerradura, conector, tapón, agarre o tapa final de plástico
- Inspección del ajuste deslizante, la fuerza de bloqueo, la rectitud y la apariencia.
- Embalaje, etiquetado, marca OEM y envío
Para postes telescópicos de varias secciones, incluso pequeñas diferencias en el espesor del anodizado, la redondez del tubo o la tolerancia del diámetro pueden afectar el movimiento de deslizamiento. Si el producto final es un pértiga de extensión para piscina, La superficie del tubo debe ofrecer resistencia a la corrosión y un ajuste suave.
La clave es simple: si el recocido mejora la formación del extremo del tubo pero genera un ajuste de deslizamiento deficiente después del anodizado, el proceso no es exitoso. Si el recocido reduce el agrietamiento pero hace que el polo final sea demasiado blando, el diseño debe ajustarse.
Lista de verificación para compradores de tubos de aluminio recocido
Al adquirir tubos de aluminio recocido o componentes personalizados para postes telescópicos de aluminio, los compradores deben evitar requisitos vagos como "tubo de aluminio blando" o "aluminio fácil de doblar". En su lugar, la especificación debe definir claramente la aleación, el temple, las dimensiones, el proceso de conformado, el acabado superficial y la aplicación final.
| Elemento de especificación | Información recomendada |
|---|---|
| Grado de aleación | 6061, 6063, 6005, 3003, 5052, 7075 o aleación personalizada. |
| Requisito de temperamento | Recocido, T5, T6 o condición específica del proyecto |
| Diámetro del tubo | Diámetro exterior y diámetro interior |
| Espesor de la pared | Espesor y tolerancia requeridos |
| Longitud | Longitud de corte y tolerancia |
| Proceso de conformado | Doblado, abocardado, expansión, recalcado, reducción, punzonado, taladrado, ranurado |
| Acabado de la superficie | Anodizado, arenado, con recubrimiento en polvo, pulido, color personalizado. |
| Requisito de montaje | Cierre de plástico, empuñadura de goma, conector, inserto roscado, tapa final, botón |
| Requisito de función | Ajuste deslizante, fuerza de bloqueo, rigidez, resistencia a la corrosión, apariencia |
| Control de calidad | Inspección dimensional, inspección de superficies, pruebas de ensamblaje |
| Embalaje | Embalaje a granel, embalaje para venta al por menor, marca de logotipo |
Para ayudar al proveedor a evaluar si se requiere el recocido del aluminio, envíe la aleación, el temple actual, el dibujo del tubo, el espesor de la pared, los requisitos de conformado, el acabado superficial, las piezas de montaje, la aplicación final, la cantidad prevista y el estándar de inspección.
Cómo Xingyong apoya los proyectos de tubos de aluminio y postes telescópicos
En Xingyong, el recocido no es un proceso estándar. Para cada proyecto de tubo de aluminio o poste telescópico a medida, primero revisamos el grado de aleación, el temple, el espesor de la pared, el diámetro del tubo, la profundidad de conformado, la estructura de bloqueo, los requisitos de anodizado, el acabado superficial y la tolerancia de deslizamiento final.
Si las pruebas de conformado muestran agrietamiento, expansión inestable, abocardado deficiente, dificultad para el recalcado o fuerza de ensamblaje de bloqueo inconsistente, Xingyong puede comprobar si el recocido controlado mejora la conformabilidad sin que el tubo de aluminio se vuelva demasiado blando para su uso final.
Dado que Xingyong ofrece servicios de extrusión de tubos de aluminio, acabado de precisión, desarrollo de cierres de plástico, tratamiento de superficies y ensamblaje final de postes telescópicos, las decisiones sobre el recocido pueden evaluarse junto con la estructura completa del producto, en lugar de como un paso de tratamiento térmico aislado.
Xingyong puede apoyar:
- Extrusión de tubos de aleación de aluminio
- Diámetro y espesor de pared del tubo personalizados
- Control de tolerancias para sistemas telescópicos de múltiples secciones
- Corte, perforación, punzonado, ranurado, roscado, acanalado, recalcado, reducción, abocardado y expansión.
- Anodizado, chorro de arena, recubrimiento en polvo y acabados superficiales personalizados.
- Desarrollo de cerraduras, conectores, collares, manijas, tapones y componentes moldeados de plástico.
- Ensamblaje final del mástil telescópico y pruebas de funcionamiento
- Embalaje personalizado, etiquetado, personalización de logotipos y producción OEM.
A diferencia de los proveedores que solo fabrican tubos de aluminio o solo suministran accesorios de plástico para postes, Xingyong puede coordinar la fabricación de tubos de aluminio, el desarrollo de componentes de plástico, el acabado de superficies y el ensamblaje final de postes telescópicos en un único flujo de trabajo de producción.
Preguntas frecuentes sobre el recocido del aluminio
¿A qué temperatura se utiliza el recocido del aluminio?
Muchas referencias prácticas sobre el recocido del aluminio se encuentran alrededor de 300–415 °C / 570–780 °F. La temperatura exacta de recocido depende del grado de aleación, el temple, el espesor de la pared, el trabajo en frío previo, la geometría de la pieza y las propiedades mecánicas finales requeridas.
¿Cuál es la temperatura de recocido para el aluminio 6061?
El aluminio 6061 se suele recocer dentro de un rango de referencia práctico de aproximadamente 345–415 °C / 650–780 °F, Dependiendo de la forma del producto y las condiciones requeridas, si el aluminio 6061-T6 se recoce, se vuelve más blando y pierde gran parte de su resistencia T6.
¿Cuál es la temperatura de recocido para el aluminio 6063?
El aluminio 6063 se suele recocer alrededor de 345–410 °C / 650–770 °F, Dependiendo del temple, el espesor de la pared y los requisitos de conformado, el aluminio 6063 se utiliza ampliamente para extrusiones de aluminio, tubos de aluminio y secciones de postes telescópicos.
¿Se puede recocer el aluminio 6061-T6?
Sí. El aluminio 6061-T6 se puede recocer para mejorar su ductilidad y reducir su dureza. Sin embargo, el recocido elimina gran parte de la resistencia del T6, por lo que solo debe utilizarse cuando la conformabilidad sea más importante que mantener el rendimiento mecánico propio de este tipo de aluminio.
¿El proceso de recocido debilita el aluminio?
Sí. El recocido del aluminio suele reducir la dureza y la resistencia a la tracción, ya que ablanda el material y mejora su ductilidad. Esto resulta útil antes de doblar, abocardar, expandir tubos o estampar, pero puede no ser adecuado si la pieza final debe conservar una alta rigidez o una resistencia de nivel T6.
¿El recocido del aluminio es lo mismo que el tratamiento térmico?
El recocido del aluminio es un tipo de tratamiento térmico, pero no es lo mismo que el tratamiento térmico de solución ni el envejecimiento artificial. El recocido generalmente ablanda el aluminio, mientras que el tratamiento térmico de solución y el envejecimiento se utilizan a menudo para aumentar la resistencia en aleaciones de aluminio termotratables.
¿Es necesario realizar un recocido en los tubos de aluminio antes de expandirlos o abocinarlos?
Algunos tubos de aluminio requieren recocido antes de su expansión o abocardado, especialmente los de pared delgada, los endurecidos por deformación o los que requieren conformado profundo. El recocido mejora la ductilidad y ayuda a reducir la fisuración en el extremo del tubo.
¿Cómo se puede saber si el aluminio está recocido?
El aluminio recocido suele ser más blando y dúctil que el aluminio endurecido por deformación o el aluminio T5/T6. En producción, esta condición debe confirmarse mediante la documentación del material, pruebas de dureza, ensayos de conformado, inspección dimensional y registros de procesos del proveedor, en lugar de basarse únicamente en la apariencia.
¿Es posible recocer el aluminio más de una vez?
Sí. El aluminio puede recocerse más de una vez si el proceso se controla correctamente. Sin embargo, el calentamiento repetido debe evaluarse cuidadosamente, ya que puede afectar las propiedades mecánicas, el estado de la superficie, las dimensiones y el rendimiento final del producto.
¿Es adecuado el aluminio recocido para mástiles telescópicos?
El aluminio recocido puede ser útil para etapas específicas de la fabricación de postes telescópicos, como la expansión, el abocardado, el recalcado o la reducción de tubos. Sin embargo, el poste final aún necesita suficiente resistencia y rigidez, por lo que el recocido debe adaptarse a la estructura del poste, el diseño del mecanismo de bloqueo, la tolerancia del tubo y los requisitos de la aplicación.
Conclusión
El recocido del aluminio no es simplemente un proceso de ablandamiento a temperatura fija. Es una decisión de fabricación que depende del grado de aleación, el temple, el nivel de trabajo en frío, el espesor de la pared, la dificultad de conformado, la resistencia final, el acabado superficial y la tolerancia dimensional.
En la fabricación general de aluminio, el recocido puede mejorar la ductilidad, reducir las tensiones internas y facilitar el doblado, el abocardado, la expansión, el recalcado, la reducción y el conformado. En el caso de tubos, extrusiones y postes telescópicos de aluminio, el recocido también puede influir en la formación de los extremos del tubo, el ensamblaje de los cierres de plástico, la suavidad del deslizamiento, la uniformidad del anodizado, la repetibilidad de los lotes y la calidad del producto final.
Si su proyecto de tubo de aluminio o poste telescópico implica agrietamiento durante la expansión, abocardado inestable, montaje difícil del bloqueo de plástico, defectos de estampado o tolerancia de deslizamiento estricta, enviar xingyong Su grado de aleación, dibujo del tubo, espesor de pared, requisitos de conformado, acabado superficial y aplicación final. Nuestro equipo puede evaluar si se requiere recocido y ayudarle a elaborar un plan de producción OEM viable, desde la fabricación del tubo de aluminio hasta el ensamblaje final del poste telescópico.
Guías y recursos relacionados
Sigue leyendo
Glosario · ¿Cuál es la densidad del aluminio? · ¿Son valiosos los lingotes de aluminio y cuánto dinero valen? · ¿Se oxida el aluminio? · Conductividad eléctrica del aluminio · ¿Qué temperatura es demasiado alta para el aluminio? · ¿El aluminio es conductor? · ¿El aluminio es magnético? · Punto de fusión del aluminio · ¿Cuál es el color del aluminio?
Productos relacionados: Explora productos relacionados y revisar soluciones coincidentes.


