You finalize the drawing. The cross-section looks clean. Then the tooling quote arrives higher than expected. Lead time extends. The first trial run shows bending or surface defects.
This happens when engineering and sourcing work separately. Engineers design for function. Buyers negotiate for cost. But custom aluminum extrusion connects geometry, press capacity, alloy selection, and supply chain planning. This guide explains how to design smarter profiles and source from the right aluminum extrusion manufacturer—so your OEM project stays on schedule and within budget.
What Is Custom Aluminum Extrusion and When Should You Use It?

Custom aluminum extrusion is a manufacturing process where heated aluminum billet is pushed through a custom steel die to create a profile designed specifically for your product.
Unlike catalog profiles, custom extrusion allows you to:
- Integrate multiple functions into one cross-section
- Reduce welding and fasteners
- Control wall thickness for weight reduction
- Improve structural stiffness with hollow chambers
According to the Aluminum Association, extrusion is widely used in transportation, construction, and consumer products because aluminum offers high strength-to-weight ratio and corrosion resistance.
When Custom Extrusion Makes Sense
You should consider custom aluminum extrusion when:
- Annual volume justifies tooling investment
- Your product requires a unique structural section
- Weight reduction is critical
- Assembly cost needs to be reduced
Aluminum telescopic poles and pool cover reel tubes are good examples. A well-designed hollow extrusion can increase bending strength while reducing material usage.
When It May Not Be Suitable
Custom extrusion may not be ideal if:
- Production volume is extremely low
- The design changes frequently
- The section is very thick and better suited for casting
For early prototypes, CNC machining from plate may be more flexible.
How Aluminum Extrusion Works

Understanding the extrusion process helps engineers design within manufacturing limits and helps buyers evaluate supplier capability.
Step 1: Billet Heating
Aluminum billets are heated to approximately 450–500°C. The material becomes plastic but does not melt.
Step 2: Pressing Through the Die
A hydraulic press forces the billet through a hardened steel die. The die opening determines the final cross-section.
Press tonnage determines profile size capability:
| Press Tonnage | Suitable Profile Type | Typical Application |
|---|---|---|
| 350–600T | Small decorative sections | Trim profiles |
| 800–1400T | Medium structural sections | Telescopic poles |
| 2000T+ | Large industrial profiles | Structural frames |
A supplier with multiple press ranges offers better flexibility. Xingyong operates 14 extrusion presses from 350T to 2000T, allowing OEM customers to consolidate multiple profile types with one aluminum extrusion supplier.
Step 3: Cooling & Straightening
Profiles are air or water quenched, then stretched to relieve internal stress.
Step 4: Aging Treatment (T5 vs T6)
Heat treatment improves mechanical strength.
- T5: Artificial aging after extrusion
- T6: Solution heat treated and aged for higher strength
Mechanical property standards are defined by ASTM International, particularly ASTM B221 for aluminum extruded bars and profiles.
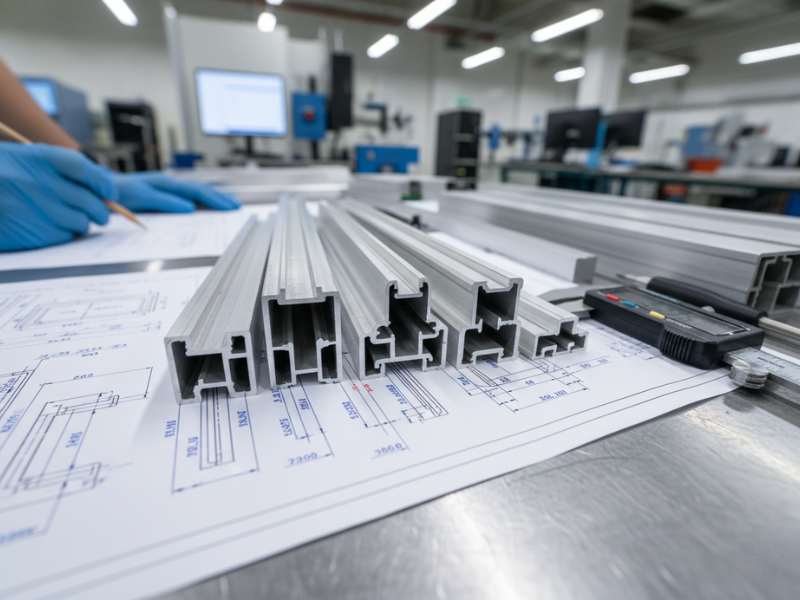
Design Rules Engineers Must Know Before Sending Drawings

Many cost and quality issues originate in the design stage.
1. Maintain Balanced Wall Thickness
Uneven wall thickness leads to uneven metal flow and distortion.
Thinner walls reduce weight but increase risk of twisting.
2. Avoid Sharp Internal Corners
Add internal radii to improve metal flow and extend die life.
3. Design for Structural Efficiency
Hollow chambers increase stiffness dramatically without increasing weight. This is especially important for long aluminum extension poles where bending deflection matters.
4. Understand Realistic Tolerances
Extrusion tolerance is not the same as CNC machining tolerance.
Typical dimensional tolerance: ±0.15 mm to ±0.30 mm depending on section size.
For international dimensional standards, refer to the International Organization for Standardization (ISO).
Choosing the Right Alloy: 6061 vs 6063 vs 6005

Alloy selection affects strength, surface finish, machinability, and cost.
| Alloy | Strength | Surface Finish | Typical Application |
|---|---|---|---|
| 6063 | Medium | Excellent anodizing finish | Architectural & decorative |
| 6061 | High | Moderate | Structural components |
| 6005 | High | Good | Load-bearing profiles |
For aluminum telescopic poles and pool equipment, 6005-T5 or 6061-T6 are often selected for higher strength.
If your application emphasizes appearance and anodizing quality, 6063 may be more suitable.
Understanding Die Cost, MOQ & Lead Time

Die Cost
Tooling cost depends on:
- Profile complexity
- Solid vs hollow structure
- Die steel quality
Typical die cost ranges from USD 800 to USD 5,000.
Hollow dies are more expensive due to mandrel and bridge structures.
MOQ (Minimum Order Quantity)
MOQ exists because press setup and billet usage must be efficient.
Typical MOQ for custom aluminum extrusion ranges from 300–1000 kg per profile.
Higher annual volume lowers per-unit cost.
Lead Time
- Die production: 10–20 days
- First production run: 7–15 days
- Sea freight to U.S.: 25–35 days
Clear forecasting improves supply stability.
For buyers working with major retailers, supplier compliance is also important. Xingyong holds ISO 9001, ISO 14001, ISO 45001, ISO 50001, IATF 16949, and BSCI certifications—often required for supply chains serving Walmart and Home Depot.
Surface Finishing Options for OEM Projects

Surface treatment impacts corrosion resistance and brand appearance.
Anodizing
- Thickness: 8–25 μm
- Improved corrosion resistance
- Suitable for outdoor pool and marine environments
Powder Coating
- Wide color range
- Good impact resistance
Sandblasting & Brushing
- Matte texture
- Decorative applications
In-house anodizing lines reduce outsourcing delays and improve lead time control.
How to Choose the Right Aluminum Extrusion Supplier

When selecting an aluminum extrusion manufacturer, evaluate:
- Press tonnage range
- In-house surface finishing
- CNC machining capability
- Inspection equipment
- Environmental compliance
Xingyong operates:
- 14 extrusion presses (350T–2000T)
- Automated anodizing lines
- CNC machining workshop
- Full inspection center with spectrometer, tensile tester, hardness testers
Monthly capacity reaches approximately 3,000 tons.
If you are comparing suppliers, also review our detailed guide:
How to Choose the Right Aluminum Extrusion Supplier
For product-specific examples, see:
Aluminum Telescopic Pole
Cost Reduction Strategies for Volume Buyers
You can reduce total project cost by:
- Standardizing wall thickness across product families
- Combining multiple parts into one extrusion
- Planning annual volume contracts
- Sharing tooling among related SKUs
Early DFM (Design for Manufacturability) discussion prevents die rework and production delays.
What to Clarify Before Starting Production
Before sending drawings to your aluminum extrusion supplier, confirm:
- Annual demand forecast
- Mechanical strength requirements
- Surface finish specification
- Tolerance requirements
- Packaging and shipping plan
Clear communication reduces risk and improves long-term supply stability.
Start Your Custom Aluminum Extrusion Project with Confidence

If you are developing aluminum telescopic poles, pool cover reels, or structural profiles, early collaboration matters.
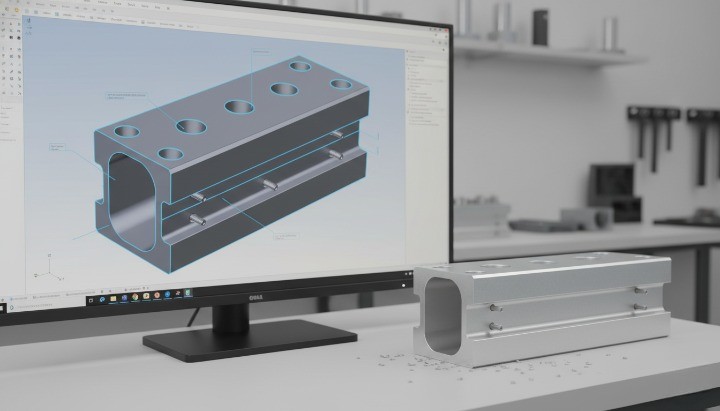
Send your CAD drawing. Request DFM feedback. Evaluate press capability and inspection standards before paying for tooling.
A well-designed custom aluminum extrusion project reduces cost, improves durability, and strengthens your supply chain.