
La surchauffe est l'un des moyens les plus rapides de réduire la durée de vie des produits électroniques. LED Faible luminosité. Réduction de puissance des alimentations. Défaillances des systèmes de contrôle sur le terrain. Nombre de ces problèmes sont dus à une seule erreur : le choix d’un dissipateur thermique inadapté. Pour les fabricants d’équipement d’origine (OEM), le choix d’une solution de refroidissement ne se limite pas à un aspect thermique, mais englobe également les aspects liés à l’approvisionnement et à la production. Un dissipateur thermique extrudé est souvent le choix par défaut, mais pas toujours le plus approprié. Ce guide explique ce qu’est un dissipateur thermique extrudé, comment il est fabriqué et comment les OEM doivent l’évaluer en termes de production en série, de maîtrise des coûts et de stabilité d’approvisionnement à long terme.

Qu'est-ce qu'un dissipateur thermique extrudé et quand les acheteurs OEM l'utilisent-ils ?
Un dissipateur thermique extrudé est un Composant de dissipation thermique fabriqué en forçant de l'aluminium chauffé à travers une matrice profilée., créant un profil allongé avec une section transversale constante et des ailettes intégrées.
Les acheteurs OEM optent généralement pour l'extrusion lorsque :
- Le dissipateur thermique possède un profil linéaire ou rectangulaire
- Les volumes de production sont moyen à élevé
- Le design doit être reproductible et stable sur de longues périodes
- Le coût unitaire importe plus que la géométrie 3D complexe
Du fait de sa section transversale fixe, l'extrusion offre des performances thermiques et mécaniques prévisibles pour des milliers, voire des millions de pièces.
Comment sont fabriqués les dissipateurs thermiques extrudés

Les dissipateurs thermiques extrudés suivent un processus de fabrication contrôlé et reproductible.
procédé d'extrusion de l'aluminium
- Les billettes d'aluminium sont chauffées à environ 450–500 °C.
- Le lingot est poussé à travers une matrice en acier trempé
- Une continuité profil sort de la filière avec des ailettes et une base déjà formées.
- Le profilé est refroidi, redressé et coupé à la longueur voulue.
Traitement secondaire
La plupart des dissipateurs thermiques d'origine nécessitent des étapes supplémentaires :
- CNC forage ou taraudage pour trous de fixation
- Fraisage fentes ou découpes
- Ébavurage pour protéger les travailleurs du câblage et de l'assemblage
- finition de surface telle que anodisation
C’est cette combinaison d’extrusion et d’usinage qui confère aux dissipateurs thermiques extrudés leur flexibilité pour les applications OEM.
Matériaux et finitions utilisés dans les dissipateurs thermiques extrudés
alliages d'aluminium courants
La plupart des dissipateurs thermiques extrudés utilisent :
- Aluminium 6063-T5 pour une bonne conductivité thermique et une excellente extrudabilité
- L'aluminium 6061 est utilisé lorsque des exigences de résistance plus élevées sont requises, au détriment de la qualité de surface.
Le modèle 6063 est largement préféré car il offre un bon équilibre :
- Surface lisse après extrusion
- Résultats d'anodisation constants
- Contrôle dimensionnel stable dans les profils longs
finitions de surface
Les options de finition courantes comprennent :
- Finition brute au prix le plus bas
- Anodisation transparente pour une meilleure résistance à la corrosion
- Anodisation noire pour améliorer le rayonnement thermique et l'uniformité visuelle
Pour les systèmes à convection naturelle, l'anodisation noire peut améliorer la dissipation de la chaleur. Dans les systèmes à air pulsé, la conception du flux d'air est plus importante que la couleur.
Règles de conception ayant une incidence sur le coût et la performance
Des hypothèses de conception erronées entraînent des modifications de conception, des changements d'outillage et des retards de lancement. Les acheteurs OEM doivent prendre en compte ces contraintes dès le début.
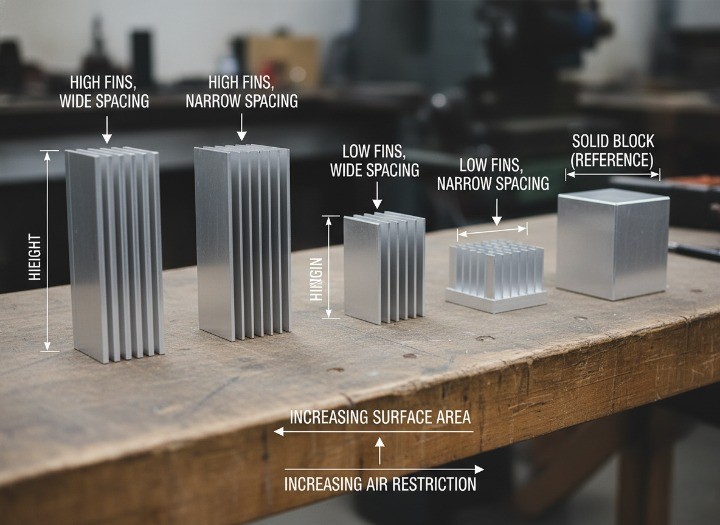
Espacement et hauteur des ailerons
- Des ailettes très fines augmentent le risque lié à la filière et le coût d'extrusion
- Un espacement extrêmement réduit des ailettes peut diminuer l'efficacité du flux d'air
- La hauteur des ailettes est limitée par la stabilité et la rectitude de l'extrusion.
Épaisseur de base
- Les bases plus épaisses répartissent mieux la chaleur.
- Des bases plus fines permettent de réduire le poids et le coût des matériaux.
- Les exigences de planéité doivent correspondre au matériau d'interface thermique utilisé.
Orientation et flux d'air
- Les ailettes verticales sont plus efficaces pour la convection naturelle.
- Les ailettes parallèles s'alignent mieux avec le flux d'air forcé.
- Les conceptions à ailettes denses nécessitent une analyse de la pression du ventilateur
Dissipateurs thermiques extrudés, moulés sous pression ou à ailettes collées
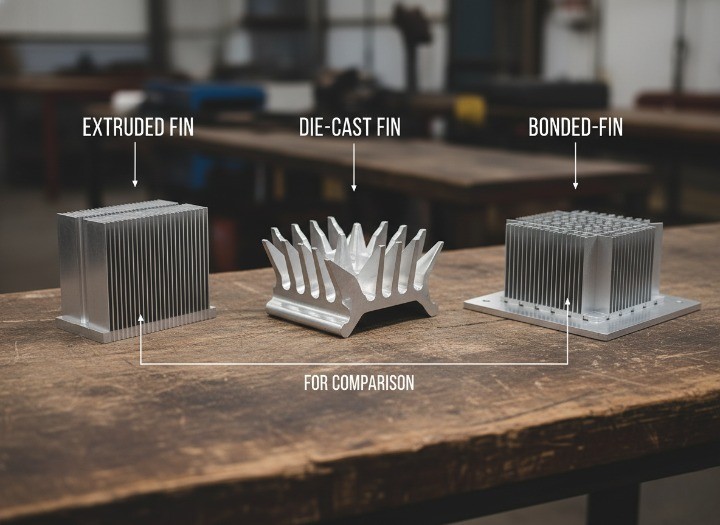
Les acheteurs OEM comparent souvent plusieurs technologies de dissipateurs thermiques avant de finaliser leur choix de conception.
Tableau comparatif
| Taper | Cas d'utilisation optimal | Coût de l'outillage | Liberté de forme | Coût unitaire à l'échelle |
|---|---|---|---|---|
| Dissipateur thermique extrudé | Profils linéaires, commandes répétitives | Faible | Moyen | Faible |
| Dissipateur thermique moulé sous pression | Formes complexes, fonctionnalités intégrées | Moyen | Haut | Moyen |
| Dissipateur thermique à ailettes collées | Refroidissement à haute densité de puissance | Faible | Haut | Haut |
L'extrusion est optimale lorsque le profil peut rester simple et que les volumes de production justifient l'investissement dans la filière.
Liste de contrôle des demandes de devis des équipementiers pour les dissipateurs thermiques extrudés
Une demande de devis claire réduit les délais de traitement des devis et évite les surprises.
Que faut-il inclure ?
- Dessin 2D avec tolérances critiques
- Fichier CAO 3D du dissipateur thermique
- Exigences thermiques : puissance, élévation de température cible, débit d’air
- Exigences de finition et attentes esthétiques
- Méthode de montage et détails de fixation
Ce que les acheteurs oublient souvent
- Exigences de planéité de la surface de contact
- Tolérance d'épaisseur d'anodisation
- Emballage pour protéger les ailerons pendant le transport
- Méthode d'inspection et critères d'acceptation
Fournir ces informations en amont permet aux fournisseurs de proposer des devis précis et rapides.
Facteurs de coûts et logique de quantité minimale de commande
Comprendre la structure des coûts aide les acheteurs à négocier efficacement.
Principaux facteurs de coût
- Coût de la filière d'extrusion (une seule fois)
- Dimensions du profilé et poids de l'aluminium
- contenu d'usinage CNC par pièce
- exigences en matière de finition de surface et de masquage
- Niveau d'emballage et d'inspection
Considérations relatives à la quantité minimale de commande
- Des quantités minimales de commande (MOQ) plus faibles augmentent le coût unitaire
- Les matrices existantes permettent de réduire les coûts d'outillage
- Les commandes répétées permettent de stabiliser les prix et les délais de livraison.
Les acheteurs OEM demandent souvent deux devis : un utilisant un profil standard et un autre avec une matrice personnalisée.
Points de contrôle qualité pour les acheteurs OEM
Avant l'expédition, les acheteurs doivent s'entendre sur les normes d'inspection.
Les principaux contrôles comprennent :
- Vérification de l'alliage par test au spectromètre
- Contrôle dimensionnel de l'espacement des ailettes et de l'épaisseur de la base
- Mesure de planéité à la surface de montage
- Inspection visuelle pour détecter les rayures et les défauts d'anodisation
Pour les applications automobiles ou réglementées, une documentation de type PPAP ou IATF peut être requise.
Outils d'inspection et de contrôle qualité des dissipateurs thermiques en aluminium !alt
Délais de livraison et considérations relatives au commerce international
Délais de livraison typiques :
- Nouvelle filière d'extrusion et premiers échantillons : 3 à 5 semaines
- Commandes répétées avec une matrice existante : 2 à 3 semaines
Considérations commerciales :
- Classification SH des profilés en aluminium
- Conception de l'emballage pour éviter d'endommager les ailerons pendant le transport
- Des Incoterms clairs pour définir la responsabilité et le coût
Un accord rapide sur ces points permet d'éviter les retards douaniers et les réclamations pour dommages.
Questions fréquentes des acheteurs OEM
Un dissipateur thermique extrudé est-il meilleur qu'un dissipateur usiné ?
L'extrusion est plus économique pour les productions en grande série. Les dissipateurs thermiques entièrement usinés sont utilisés pour les prototypes ou les petites séries.
L'anodisation noire améliore-t-elle toujours le refroidissement ?
Cela contribue à réduire le rayonnement en convection naturelle. Dans les systèmes à air pulsé, le débit d'air est le facteur déterminant de la performance.
L'espacement des ailerons peut-il être modifié ultérieurement ?
Uniquement en modifiant ou en remplaçant la filière d'extrusion, ce qui engendre des coûts et des délais supplémentaires.
Quels fichiers sont nécessaires pour établir un devis ?
Un dessin 2D, un modèle 3D et les exigences thermiques sont généralement suffisants.
Une méthode pratique pour décider
Choisissez un dissipateur thermique extrudé si :
- Votre conception présente une section transversale constante
- Vous vous attendez à des commandes répétées
- Vous souhaitez des coûts et des performances prévisibles
- Vous pouvez gérer l'usinage secondaire séparément.
Si la géométrie devient complexe ou si une intégration est nécessaire, envisagez plutôt des conceptions à moulage sous pression ou à ailettes collées.
Parlez à un partenaire d'extrusion OEM
Si vous recherchez des dissipateurs thermiques extrudés pour la production, veuillez fournir votre plan, la puissance cible et les conditions de flux d'air. Un fournisseur qualifié pourra évaluer la faisabilité, estimer le coût de l'outillage et vous proposer des optimisations de profil avant votre engagement.


