
Überhitzung ist eine der schnellsten Möglichkeiten, die Lebensdauer elektronischer Produkte zu verkürzen. LEDs Frühzeitige Leistungseinbußen. Netzteile drosseln ihre Leistung. Steuerungssysteme versagen im Feld. Viele dieser Probleme lassen sich auf eine einzige Entscheidung zurückführen: den falschen Kühlkörper. Für OEM-Käufer ist die Wahl einer Kühllösung nicht nur eine Frage der Wärmeableitung, sondern auch eine Entscheidung hinsichtlich Beschaffung und Produktion. Ein extrudierter Kühlkörper ist oft die Standardoption, aber nicht immer die richtige. Dieser Leitfaden erklärt, was ein extrudierter Kühlkörper ist, wie er hergestellt wird und wie OEM-Käufer ihn im Hinblick auf Serienproduktion, Kostenkontrolle und langfristige Lieferstabilität bewerten sollten.

Was ist ein extrudierter Kühlkörper und wann verwenden ihn OEM-Käufer?
Ein extrudierter Kühlkörper ist ein Wärmeableitungsbauteil, hergestellt durch Pressen von erhitztem Aluminium durch eine geformte Matrize, Dadurch entsteht ein langes Profil mit konstantem Querschnitt und integrierten Rippen.
OEM-Käufer entscheiden sich typischerweise für das Extrusionsverfahren, wenn:
- Der Kühlkörper hat einen lineares oder rechteckiges Profil
- Die Produktionsmengen betragen mittel bis hoch
- Das Design muss sein wiederholbar und stabil über lange Strecken
- Die Kosten pro Einheit sind wichtiger als komplexe 3D-Geometrie.
Da der Querschnitt festgelegt ist, bietet das Extrusionsverfahren eine vorhersehbare thermische und mechanische Leistungsfähigkeit bei Tausenden oder Millionen von Teilen.
Wie extrudierte Kühlkörper hergestellt werden

Extrudierte Kühlkörper werden in einem kontrollierten, wiederholbaren Herstellungsverfahren gefertigt.
Aluminium-Extrusionsverfahren
- Aluminiumbarren werden auf etwa 450–500 °C erhitzt.
- Der Rohling wird durch eine gehärtete Stahlmatrize gepresst.
- Ein kontinuierlicher Profil Verlässt die Matrize mit bereits ausgebildeten Rippen und Basis.
- Das Profil wird abgekühlt, gerichtet und auf die gewünschte Länge zugeschnitten.
Sekundärverarbeitung
Die meisten OEM-Kühlkörper erfordern zusätzliche Arbeitsschritte:
- CNC Bohren oder Gewindeschneiden für Befestigungslöcher
- Mahlen Schlitze oder Aussparungen
- Entgraten zum Schutz der Verdrahtungs- und Montagearbeiter
- Oberflächenveredelung wie z.B. Anodisieren
Diese Kombination aus Extrusion und maschineller Bearbeitung macht extrudierte Kühlkörper flexibel für OEM-Anwendungen.
Materialien und Oberflächenbehandlungen für extrudierte Kühlkörper
Gängige Aluminiumlegierungen
Die meisten extrudierten Kühlkörper verwenden:
- Aluminium 6063-T5 für gute Wärmeleitfähigkeit und ausgezeichnete Extrudierbarkeit
- Aluminium 6061, wenn höhere Festigkeit erforderlich ist, wobei Kompromisse bei der Oberflächenbeschaffenheit in Kauf genommen werden müssen.
6063 wird weithin bevorzugt, weil es folgende Eigenschaften ausgleicht:
- Glatte Oberfläche nach der Extrusion
- Gleichmäßige Anodisierungsergebnisse
- Stabile Maßkontrolle in langen Profilen
Oberflächenbeschaffenheit
Gängige Oberflächenoptionen sind:
- Walzengefräste Oberfläche für die günstigsten Kosten
- Klare Anodisierung für Korrosionsbeständigkeit
- Schwarze Anodisierung zur Verbesserung der Wärmestrahlung und der optischen Gleichmäßigkeit
Bei Systemen mit natürlicher Konvektion kann eine schwarze Anodisierung die Wärmeableitung verbessern. Bei Systemen mit Zwangsluftzirkulation ist die Luftstromführung wichtiger als die Farbe.
Konstruktionsregeln, die Kosten und Leistung beeinflussen
Fehlerhafte Designannahmen führen zu Nachkonstruktionen, Werkzeugänderungen und verzögerten Markteinführungen. OEM-Käufer sollten diese Einschränkungen frühzeitig erkennen.
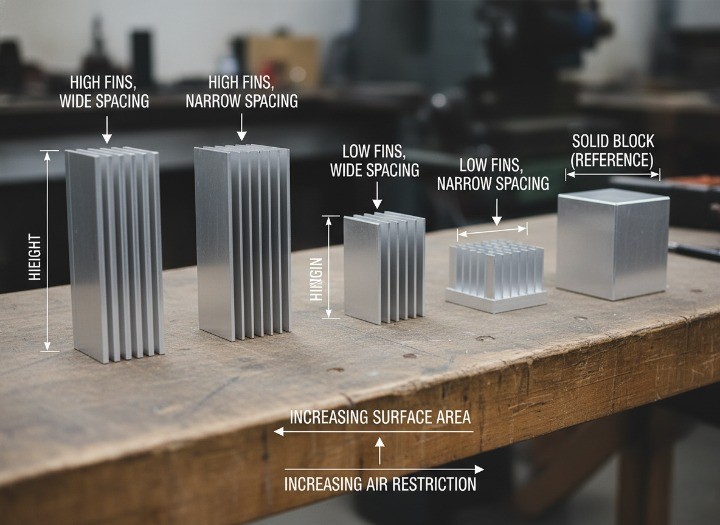
Lamellenabstand und Höhe
- Sehr dünne Lamellen erhöhen das Werkzeugrisiko und die Extrusionskosten.
- Extrem geringe Lamellenabstände können die Luftstromeffizienz verringern.
- Die Rippenhöhe ist durch die Extrusionsstabilität und Geradheit begrenzt.
Basisdicke
- Dickere Böden verteilen die Wärme besser
- Dünnere Untergestelle reduzieren Gewicht und Materialkosten.
- Die Anforderungen an die Ebenheit sollten dem verwendeten Wärmeleitmaterial entsprechen.
Ausrichtung und Luftstrom
- Vertikale Lamellen eignen sich am besten für natürliche Konvektion.
- Parallele Lamellen richten sich besser auf den erzwungenen Luftstrom aus.
- Bei dichten Lamellenkonstruktionen ist eine Lüfterdruckanalyse erforderlich.
Extrudierte, gegossene und geklebte Kühlkörper
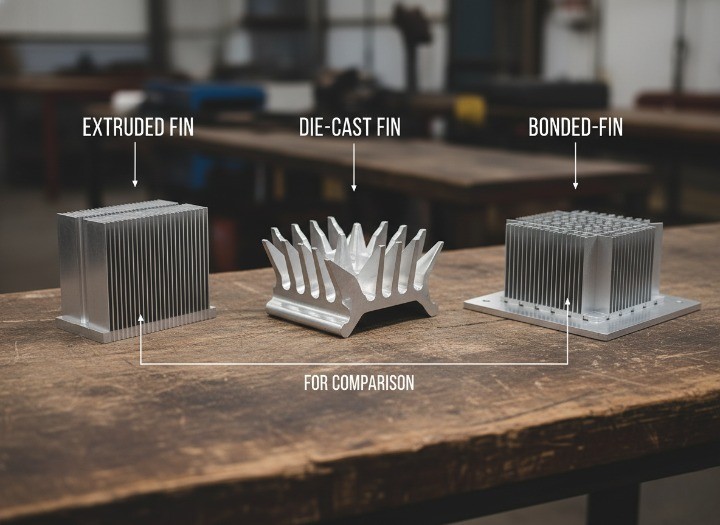
OEM-Käufer vergleichen oft mehrere Kühlkörpertechnologien, bevor sie sich für ein Design entscheiden.
Vergleichstabelle
| Typ | Bester Anwendungsfall | Werkzeugkosten | Formfreiheit | Stückkosten im Maßstab |
|---|---|---|---|---|
| Extrudierter Kühlkörper | Lineare Profile, Wiederholungsaufträge | Niedrig | Medium | Niedrig |
| Druckguss-Kühlkörper | Komplexe Formen, integrierte Merkmale | Medium | Hoch | Medium |
| Kühlkörper mit festen Lamellen | Kühlung mit hoher Leistungsdichte | Niedrig | Hoch | Hoch |
Die Extrusion eignet sich am besten, wenn das Profil einfach bleiben kann und die Produktionsmengen die Investition in die Werkzeuge rechtfertigen.
OEM-Anfrage-Checkliste für extrudierte Kühlkörper
Eine klare Angebotsanfrage verkürzt die Angebotszyklen und vermeidet Überraschungen.
Was sollte man einbeziehen?
- 2D-Zeichnung mit kritischen Toleranzen
- 3D-CAD-Datei des Kühlkörpers
- Thermische Anforderungen: Leistung (Watt), angestrebter Temperaturanstieg, Luftdurchsatz
- Anforderungen an die Oberflächenbeschaffenheit und kosmetische Erwartungen
- Montageverfahren und Befestigungsdetails
Was Käufer oft übersehen
- Anforderungen an die Ebenheit der Kontaktfläche
- Toleranz der Anodisierungsdicke
- Verpackung zum Schutz der Flossen während des Versands
- Prüfverfahren und Akzeptanzkriterien
Die Bereitstellung dieser Informationen im Voraus hilft Lieferanten, schnell und präzise Angebote zu erstellen.
Kostentreiber und Mindestbestelllogik
Das Verständnis der Kostenstruktur hilft Käufern, effektiv zu verhandeln.
Hauptkostenfaktoren
- Kosten der Extrusionsdüse (einmalig)
- Profilgröße und Aluminiumgewicht
- CNC-Bearbeitungsanteil pro Teil
- Anforderungen an Oberflächenbeschaffenheit und Abklebetechnik
- Verpackungs- und Inspektionsebene
Überlegungen zur Mindestbestellmenge
- Niedrigere Mindestbestellmengen erhöhen die Stückkosten
- Vorhandene Werkzeuge reduzieren die Werkzeugkosten.
- Wiederholte Bestellungen stabilisieren Preise und Lieferzeiten
OEM-Käufer fordern oft zwei Angebote an: eines mit einem Standardprofil und eines mit einer kundenspezifischen Matrize.
Qualitätskontrollpunkte für OEM-Käufer
Vor dem Versand sollten sich die Käufer auf die Inspektionsstandards einigen.
Zu den wichtigsten Prüfungen gehören:
- Legierungsprüfung mittels Spektrometerprüfung
- Maßprüfung des Rippenabstands und der Basisdicke
- Ebenheitsmessung an der Montagefläche
- Sichtprüfung auf Kratzer und Anodisierungsfehler
Für Anwendungen im Automobilbereich oder in regulierten Branchen kann eine Dokumentation im PPAP- oder IATF-Stil erforderlich sein.
!alt Aluminium-Kühlkörper-Prüf- und Qualitätskontrollwerkzeuge
Lieferzeiten und internationale Handelsüberlegungen
Übliche Lieferzeiten:
- Neue Extrusionsdüse und erste Muster: 3–5 Wochen
- Nachbestellungen mit vorhandener Matrize: 2–3 Wochen
Handelsüberlegungen:
- HS-Code-Klassifizierung für Aluminiumprofile
- Verpackungsdesign zur Vermeidung von Beschädigungen der Kühlrippen während des Transports
- Klare Incoterms zur Definition von Verantwortlichkeiten und Kosten
Eine frühzeitige Einigung in diesen Punkten vermeidet Verzögerungen beim Zoll und Schadensersatzansprüche.
Häufig gestellte Fragen von OEM-Käufern
Ist ein extrudierter Kühlkörper besser als ein gefräster?
Extrusion ist bei größeren Stückzahlen kostengünstiger. Vollständig bearbeitete Kühlkörper werden für Prototypen oder Kleinserien verwendet.
Führt eine schwarze Anodisierung immer zu einer verbesserten Kühlung?
Es trägt zur Reduzierung der Strahlung bei natürlicher Konvektion bei. Bei Umluftsystemen ist der Luftstrom der entscheidende Faktor für die Leistung.
Kann der Lamellenabstand später geändert werden?
Nur durch Modifizierung oder Austausch der Extrusionsdüse, was zusätzliche Kosten und Zeitaufwand bedeutet.
Welche Dateien werden für die Angebotserstellung benötigt?
Eine 2D-Zeichnung, ein 3D-Modell und die thermischen Anforderungen sind in der Regel ausreichend.
Ein praktischer Weg zur Entscheidung
Wählen Sie einen extrudierten Kühlkörper, wenn:
- Ihre Konstruktion weist einen konstanten Querschnitt auf
- Sie erwarten Folgeaufträge
- Sie wünschen sich vorhersehbare Kosten und Leistung.
- Die Sekundärbearbeitung kann separat verwaltet werden.
Wenn die Geometrie komplex wird oder eine Integration erforderlich ist, sollten Sie stattdessen Druckguss- oder Verbundrippenkonstruktionen in Betracht ziehen.
Sprechen Sie mit einem OEM-Extrusionspartner
Wenn Sie extrudierte Kühlkörper für die Produktion beschaffen möchten, teilen Sie uns bitte Ihre Zeichnung, die angestrebte Wattzahl und die Anforderungen an die Luftströmung mit. Ein qualifizierter Lieferant kann die Machbarkeit prüfen, die Werkzeugkosten abschätzen und Profiloptimierungen vorschlagen, bevor Sie eine Bestellung aufgeben.


