

Manufacturing a telescopic pole that doesn’t snap under high leverage is a challenge many procurement managers face. You invest in premium 6000-series alloys, yet poor welding execution leads to brittle joints or warped tubes that refuse to slide. At Xingyong, we’ve spent over 20+ years refining the balance between heat and structural integrity. This guide breaks down the industrial-grade welding techniques required to produce professional-duty aluminum tools that withstand years of rigorous field use.
If you are shortlisting suppliers after reading this, start with telescopic pole manufacturing and use custom aluminum telescopic poles to translate the topic into tube size, wall thickness, finish and packaging notes; Aluminum Association material resources is a helpful reference point.
Why Aluminum Welding is the “Final Boss” of Fabrication
Welding aluminum is fundamentally different from welding steel because aluminum has a high thermal conductivity and a much lower melting point. While steel gives you a visual warning by glowing red, aluminum remains silver until it suddenly collapses into a puddle. For high-strength tools like telescopic poles, the challenge is intensified by thin wall thicknesses, where the margin for error is nearly zero.
To achieve a structural weld that meets ISO 9001:2015 standards, you must manage the Heat-Affected Zone (HAZ). This is the area surrounding the weld that loses its T6 temper strength during the heating process. If your manufacturer doesn’t understand thermal management, the pole will fail right next to the weld bead under minimal load.
Material Preparation: The 0.01mm Difference
In our factory, we treat cleanliness with the same priority as the welding itself. Aluminum naturally forms a hard aluminum oxide layer (Al2O3) within minutes of exposure to air. This oxide melts at approximately 2,072°C, while the base aluminum underneath melts at only 660°C.
Removing the Oxide Layer: Chemical vs. Mechanical
If you attempt to weld through the oxide, you will trap impurities in the weld pool, leading to porosity and “wormholes” that compromise the tool’s safety.
- Mechanical Cleaning: We use dedicated stainless steel wire brushes that have never touched carbon steel to avoid cross-contamination.
- Chemical Degreasing: Using solvents like acetone or specialized alkaline cleaners ensures that oils from the extrusion process are completely removed.
- Storage Logic: Cleaned parts must be welded within a 4-to-8-hour window. Beyond that, the oxide layer thickens enough to require re-cleaning.
Choosing the Right Process: TIG vs. MIG for Telescopic Tubing
Deciding between TIG (Tungsten Inert Gas) and MIG (Metal Inert Gas) depends entirely on your project’s volume and the specific wall thickness of the aluminum profiles.
| Feature | TIG Welding (GTAW) | MIG Welding (GMAW) |
|---|---|---|
| Precision | Highest – pinpoint control | Moderate |
| Wall Thickness | Ideal for 0.8mm – 3mm | Best for >3mm |
| Heat Input | High (slower travel speed) | Low (fast travel speed) |
| Production Speed | Slower (Craftsman level) | Fast (Industrial level) |
| Appearance | “Stack of dimes” aesthetic | Functional bead |

TIG Welding: Precision for Thin-Walled Poles
For our high-end pool cover reels and specialized extension poles, we utilize AC TIG welding. The alternating current provides a “cleaning action” during the positive half of the cycle, stripping away remaining oxides, while the negative half provides the penetration.
My engineers typically select 4043 filler rods for these applications. This silicon-rich alloy flows better and is less sensitive to “hot cracking” than the 5000-series filler metals, making it perfect for the 6061-T6 tubing we extrude in-house.
Managing the Heat-Affected Zone (HAZ) to Prevent Structural Failure
The biggest “insider secret” in B2B aluminum fabrication is how we handle the loss of temper. When you weld a 6061-T6 aluminum pipe, the heat effectively “anneals” the area around the joint, dropping the strength by up to 30-50%.
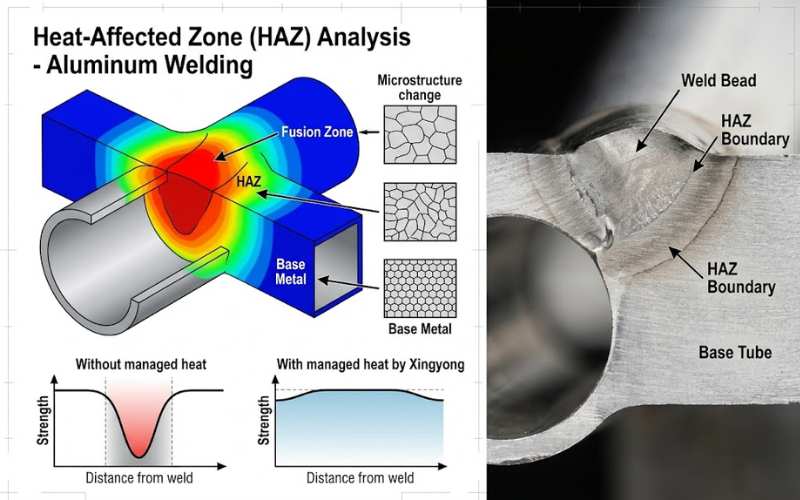
To combat this, Xingyong employs:
- Heat Sinks: Copper or water-cooled jigs that pull heat away from the tube rapidly, narrowing the HAZ.
- Travel Speed Optimization: Our CNC-controlled welding stations maintain a precise, fast travel speed to minimize the time the metal stays at critical temperatures.
- Post-Weld Aging: If the application is mission-critical, we perform artificial aging in our onsite ovens to restore some of the mechanical properties lost during welding.
Procurement Logic: Auditing Your Supplier’s Weld Quality
For buyers at Walmart or Home Depot, a weld failure is a massive liability. Use this checklist during your next factory audit to distinguish professional fabrication from “garage-level” work:
| Defect | Visual Indicator | Root Cause | Risk Level |
|---|---|---|---|
| Porosity | Tiny holes on the surface | Poor gas shielding or moisture | High (Structural Failure) |
| Crater Cracks | Star-shaped cracks at weld end | Rapid cooling/Incomplete fill | High (Fracture Point) |
| Undercutting | A “ditch” along the weld edge | Excessive voltage/Amperage | Medium (Weakens Wall) |
| Sooty Residue | Black powdery deposits | Poor cleaning/Contamination | Low (Aesthetic/Corrosion) |
ESG Compliance: Why Your Supply Chain Choice Matters
In today’s market, ISO 14001:2015 and ISO 50001:2018 are not just certificates; they are business requirements. At Xingyong, our integrated facility includes a dedicated sewage treatment station to handle oxidation chemicals and an energy management system that optimizes our 14 extrusion lines. By sourcing from a compliant facility, you mitigate the risk of “Environmental Shutdowns” that often plague smaller, non-compliant workshops in the region.
Quality Control Standards at Xingyong: Beyond the Visual Bead
A “pretty” weld isn’t always a strong weld. As a factory with IATF 16949:2016 certification, our testing center goes deep into the molecular level of the joint.
- Oxford Spectrometer Analysis: We verify the chemical composition of both the base metal and the filler rod to ensure compatibility.
- Sectional Imaging: Using our Israeli Lumet profile scanners, we check for internal penetration depth and root fusion.
- Tensile Strength Testing: We pull the welded joints to destruction to ensure the break occurs in the base metal, not the weld—a hallmark of a perfect industrial bond.
- Hardness Testing: We use Webster and Barcol hardness testers to map the HAZ and ensure the structural integrity meets the buyer’s specifications.

The Distributor Profitability Logic: Reducing Total Cost of Ownership
Profit isn’t made at the time of purchase; it’s saved by avoiding returns. When a pool cleaning pole snaps in the hands of a consumer, the shipping, handling, and administrative costs of a return often exceed the original product cost.
By utilizing our 3,000-ton monthly capacity and integrated CNC processing, we offer consistent lead time and structural reliability. This precision allows you to maintain leaner inventory levels, knowing that the structural integrity of the batch will pass any third-party inspection from firms like SGS or Intertek.

Partner with a Precision Aluminum Manufacturer
If you are tired of inconsistent weld quality or structural failures in your aluminum product line, it’s time to talk to an engineer who understands the science of the metal. Whether you need custom OEM aluminum products or high-volume telescopic tool components, we provide the technical transparency required for global trade success.
Contact the Xingyong Engineering Team today for a technical review of your drawings or to request a sample of our high-strength welded assemblies.
Related Guides & Resources
Keep Reading
Anodizing Surface Finishes · CNC Machining · Aluminum Extrusion Profiles · Smart Manufacturing Aluminum Extrusion Sourcing · The Comprehensive Guide To Powder Coating Aluminum · What Is Aluminum U Channel Used For · What Is An Extruded Heat Sink · What Is An Extruded Heat Sink OEM Sourcing · What Is Anodized Aluminum · What Is Mill Finish Aluminum · What Is The Aluminum Extrusion Process
Related products: Explore related products and review matching solutions.


