

Die Herstellung von Teleskopstangen, die auch unter hoher Belastung nicht brechen, stellt viele Einkaufsleiter vor eine Herausforderung. Man investiert in hochwertige Legierungen der 6000er-Serie, doch mangelhafte Schweißarbeiten führen zu spröden Verbindungen oder verzogenen Rohren, die sich nicht mehr verschieben lassen. Bei Xingyong arbeiten wir seit über 20 Jahren daran, das optimale Verhältnis zwischen Hitze und Stabilität zu finden. Dieser Leitfaden erläutert die industrietauglichen Schweißtechniken, die für die Herstellung professioneller Aluminiumwerkzeuge erforderlich sind, die jahrelangem, hartem Einsatz standhalten.
Warum das Aluminiumschweißen der “Endgegner” der Fertigung ist
Das Schweißen von Aluminium unterscheidet sich grundlegend vom Schweißen von Stahl, da Aluminium eine hohe Wärmeleitfähigkeit und einen deutlich niedrigeren Schmelzpunkt besitzt. Während Stahl durch rotes Glühen eine optische Warnung ausgibt, bleibt Aluminium silbern, bis es plötzlich zu einem Schmelzbad zusammenfällt. Für hochfeste Werkzeuge wie Teleskopstangen, Die Herausforderung wird durch die geringen Wandstärken noch verstärkt, da der Spielraum für Fehler hier nahezu null beträgt.
Um eine Strukturschweißnaht zu erreichen, die den Anforderungen entspricht ISO 9001:2015 Standards, die Sie verwalten müssen Wärmeeinflusszone (WEZ). Dies ist der Bereich um die Schweißnaht herum, der während des Erhitzungsprozesses seine Festigkeit nach T6 verliert. Wenn Ihr Hersteller das Wärmemanagement nicht beherrscht, wird der Mast bereits unter geringer Belastung direkt neben der Schweißnaht brechen.
Materialvorbereitung: Der Unterschied von 0,01 mm
In unserem Werk legen wir ebenso großen Wert auf Sauberkeit wie auf das Schweißen selbst. Aluminium bildet von Natur aus eine harte Oberfläche. Aluminiumoxidschicht (Al₂O₃) schmilzt innerhalb weniger Minuten nach Kontakt mit Luft. Dieses Oxid schmilzt bei etwa 2072 °C, während das darunter liegende Aluminium nur bei einer Temperatur von 660 °C.
Entfernung der Oxidschicht: Chemische vs. mechanische Verfahren
Wenn man versucht, durch die Oxidschicht hindurch zu schweißen, werden Verunreinigungen im Schmelzbad eingeschlossen, was zu Porosität und “Wurmlöchern” führt, die die Sicherheit des Werkzeugs beeinträchtigen.
- Mechanische Reinigung: Wir verwenden spezielle Edelstahl-Drahtbürsten, die noch nie mit Kohlenstoffstahl in Berührung gekommen sind, um Kreuzkontaminationen zu vermeiden.
- Chemische Entfettung: Die Verwendung von Lösungsmitteln wie Aceton oder speziellen alkalischen Reinigern gewährleistet, dass Öle aus dem Extrusionsprozess werden vollständig entfernt.
- Speicherlogik: Gereinigte Teile müssen innerhalb eines Schweißvorgangs verschweißt werden. 4- bis 8-Stunden-Fenster. Darüber hinaus verdickt sich die Oxidschicht so weit, dass eine erneute Reinigung erforderlich wird.
Das richtige Verfahren wählen: WIG vs. MIG für Teleskoprohre
Die Entscheidung zwischen WIG (Wolfram-Inertgas) und MIG (Metall-Inertgas) hängt ausschließlich vom Volumen Ihres Projekts und der spezifischen Wandstärke der Aluminiumprofile ab.
| Besonderheit | WIG-Schweißen (GTAW) | MIG-Schweißen (GMAW) |
|---|---|---|
| Präzision | Höchste Präzision – punktgenaue Steuerung | Mäßig |
| Wandstärke | Ideal für 0,8 mm – 3 mm | Am besten geeignet für >3 mm |
| Wärmezufuhr | Hoch (langsamere Reisegeschwindigkeit) | Niedrig (hohe Reisegeschwindigkeit) |
| Produktionsgeschwindigkeit | Langsamer (Handwerkerniveau) | Schnell (Industrieniveau) |
| Aussehen | “Ästhetik eines Stapels von Zehn-Cent-Münzen | Funktionelle Perle |

WIG-Schweißen: Präzision für dünnwandige Masten
Für unsere High-End-Produkte Poolabdeckungsrollen und spezielle Verlängerungsstangen, die wir verwenden Wechselstrom-WIG-Schweißen. Der Wechselstrom bewirkt während der positiven Hälfte des Zyklus eine “Reinigungswirkung”, indem er verbleibende Oxide entfernt, während die negative Hälfte für das Eindringen sorgt.
Meine Ingenieure wählen in der Regel aus 4043 Schweißstäbe Für diese Anwendungen ist diese siliziumreiche Legierung fließfähiger und weniger anfällig für Heißrisse als die Legierung der 5000er-Serie. Schweißzusatzwerkstoffe, Dadurch eignet es sich perfekt für die 6061-T6-Rohre, die wir im eigenen Haus extrudieren.
Management der Wärmeeinflusszone (WEZ) zur Verhinderung von Strukturversagen
Das größte “Geheimnis” in der B2B-Aluminiumverarbeitung ist der Umgang mit dem Härteverlust. Wenn man ein Aluminium schweißt… Aluminiumrohr 6061-T6, Die Hitze bewirkt ein effektives “Ausglühen” des Bereichs um die Verbindungsstelle, wodurch die Festigkeit um bis zu 30-50%.
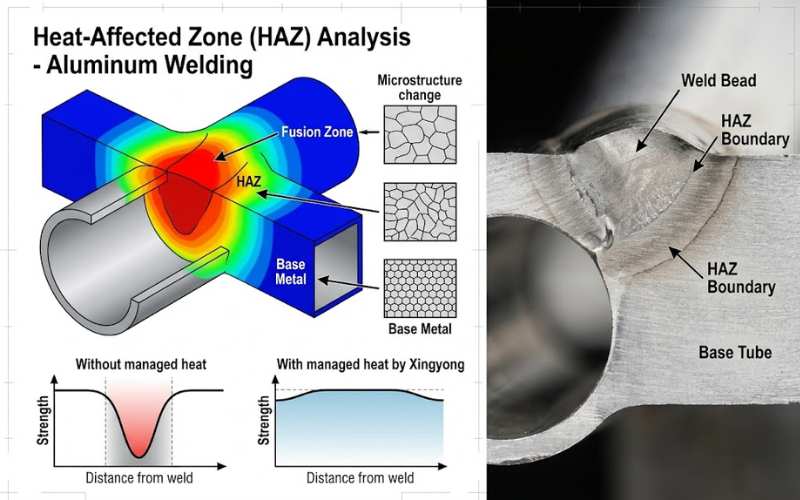
Um dem entgegenzuwirken, setzt Xingyong Folgendes ein:
- Kühlkörper: Kupfer- oder wassergekühlte Vorrichtungen, die die Wärme schnell vom Rohr abführen und so die Wärmeeinflusszone verkleinern.
- Optimierung der Reisegeschwindigkeit: Unsere CNC-gesteuerten Schweißstationen gewährleisten eine präzise und schnelle Schweißgeschwindigkeit, um die Zeit, in der das Metall kritischen Temperaturen ausgesetzt ist, zu minimieren.
- Alterung nach dem Schweißen: Wenn die Anwendung geschäftskritisch ist, führen wir in unseren hauseigenen Öfen eine künstliche Alterung durch, um einige der beim Schweißen verloren gegangenen mechanischen Eigenschaften wiederherzustellen.
Beschaffungslogik: Überprüfung der Schweißqualität Ihrer Lieferanten
Für Käufer bei Walmart oder Home Depot stellt ein Schweißnahtfehler ein erhebliches Haftungsrisiko dar. Nutzen Sie diese Checkliste bei Ihrem nächsten Einkauf. Werksprüfung um professionelle Fertigung von Arbeiten auf “Garagenniveau” zu unterscheiden:
| Defekt | Visueller Indikator | Grundursache | Risikostufe |
|---|---|---|---|
| Porosität | Winzige Löcher auf der Oberfläche | Mangelhafte Gasabschirmung oder Feuchtigkeit | Hoch (Strukturelles Versagen) |
| Kraterrisse | Sternförmige Risse am Schweißnahtende | Schnelle Abkühlung/Unvollständige Füllung | Hoch (Bruchpunkt) |
| Unterbietung | Eine “Rinne” entlang der Schweißnahtkante | Überspannung/Überstrom | Mittel (Schwächt die Mauer) |
| Rußrückstand | Schwarze, pulverförmige Ablagerungen | Mangelhafte Reinigung/Verunreinigung | Niedrig (Ästhetik/Korrosion) |
ESG-Konformität: Warum Ihre Lieferkettenwahl wichtig ist
Auf dem heutigen Markt, ISO 14001:2015 Und ISO 50001:2018 Es handelt sich nicht nur um Zertifikate, sondern um betriebliche Anforderungen. Unsere integrierte Anlage bei Xingyong umfasst eine eigene Abwasseraufbereitungsanlage für Oxidationsmittel sowie ein Energiemanagementsystem, das unsere 14 Extrusionslinien optimiert. Durch die Beschaffung von einem zertifizierten Betrieb minimieren Sie das Risiko von umweltbedingten Betriebsunterbrechungen, die kleinere, nicht zertifizierte Werkstätten in der Region häufig heimsuchen.
Qualitätskontrollstandards bei Xingyong: Mehr als nur die visuelle Perle
Eine “schöne” Schweißnaht ist nicht immer eine stabile Schweißnaht. Als Fabrik mit IATF 16949:2016 Für die Zertifizierung dringt unser Testzentrum tief in die molekulare Ebene des Gelenks ein.
- Oxford-Spektrometeranalyse: Wir überprüfen die chemische Zusammensetzung sowohl des Grundmetalls als auch des Schweißzusatzwerkstoffs, um die Kompatibilität sicherzustellen.
- Schnittbildgebung: Mit unserem Israelische Lumet-Profilscanner, Wir überprüfen die innere Eindringtiefe und die Wurzelverwachsung.
- Zugfestigkeitsprüfung: Wir dehnen die Schweißverbindungen bis zum Bruch, um sicherzustellen, dass der Bruch im Grundwerkstoff und nicht in der Schweißnaht erfolgt – ein Kennzeichen einer perfekten industriellen Verbindung.
- Härteprüfung: Wir verwenden Härteprüfgeräte von Webster und Barcol um die Gefahrenzone zu kartieren und sicherzustellen, dass die strukturelle Integrität den Spezifikationen des Käufers entspricht.

Die Logik der Händlerrentabilität: Reduzierung der Gesamtbetriebskosten
Der Gewinn entsteht nicht beim Kauf, sondern wird durch die Vermeidung von Rücksendungen eingespart. Wenn ein Poolreinigungsstange Wenn ein Produkt in die Hände eines Verbrauchers gelangt, übersteigen die Versand-, Bearbeitungs- und Verwaltungskosten einer Rücksendung oft den ursprünglichen Produktpreis.
Durch die Nutzung unserer monatliche Kapazität von 3.000 Tonnen und durch integrierte CNC-Bearbeitung bieten wir eine gleichbleibende Qualität. Lieferzeit und strukturelle Zuverlässigkeit. Diese Präzision ermöglicht Ihnen schlankere Lagerbestände, da Sie wissen, dass die strukturelle Integrität der Charge jede Prüfung durch Dritte, beispielsweise von SGS oder Intertek, bestehen wird.

Arbeiten Sie mit einem Präzisionsaluminiumhersteller zusammen
Sind Sie es leid, dass Ihre Aluminiumprodukte oft ungleichmäßige Schweißnähte aufweisen oder strukturelle Mängel aufweisen? Dann ist es an der Zeit, mit einem Ingenieur zu sprechen, der die physikalischen Eigenschaften von Metallen versteht. Ob Sie nun individuelle Lösungen benötigen OEM-Aluminiumprodukte Ob es sich um Komponenten für Teleskopwerkzeuge in großen Stückzahlen handelt, wir bieten die technische Transparenz, die für den Erfolg im globalen Handel erforderlich ist.
Kontaktieren Sie noch heute das Xingyong Engineering Team für eine technische Überprüfung Ihrer Zeichnungen oder um ein Muster unserer hochfesten Schweißkonstruktionen anzufordern.


