
Executive Summary for Sourcing Managers
- The Standard: Achieving a Mirror Finish requires reducing Surface Roughness (Ra) to <0.05 μm.
- The Risk: Improper cooling during bulk polishing causes “Orange Peel” defects and structural brittleness.
- The Profit: Polished finishes command a 20-30% retail premium and reduce Return-to-Vendor (RTV) rates by 15%.
- The Capacity: Xingyong delivers 3,000 tons/month of ISO 9001:2015 certified aluminum profiles.
Many sourcing managers face a recurring nightmare: receiving a container of aluminum telescopic poles that look dull, cloudy, or inconsistent across the batch. These surface defects don’t just look cheap; they lead to immediate rejections from big-box retailers like Walmart or Home Depot, destroying your profit margins and brand reputation. If your current supplier struggles with surface uniformity, you are likely losing money on every “B-grade” unit shipped. At Xingyong, we have spent 20+ years perfecting the transition from raw extrusion to mirror-finish brilliance, ensuring every SKU meets the rigorous demands of the global market.
When the discussion moves from research to sourcing, connect the points in this guide with anodizing and surface finish options and batch quality and traceability controls. That makes the RFQ clearer, especially if the buyer also aligns terms with Aluminum Association material resources.

How to Polish Aluminum for Professional Results
The professional process to polish aluminum involves a systematic reduction of Surface Roughness (Ra) through mechanical abrasion and chemical refinement. Unlike DIY methods, industrial polishing requires a four-stage progression: Degreasing, Sequential Sanding (typically from 400 to 2000 grit), Buffing with specialized compounds like Tripoli or Jewelers Rouge, and Final Sealing or Anodizing. To achieve a “Mirror Finish” consistently across 3,000 tons of monthly output, factories must control the wheel RPM, pressure, and temperature to prevent thermal deformation of the aluminum alloy.
Technical Specifications for Surface Finishes
| Finish Grade | Typical Ra (μm) | Processing Method | Primary Application |
|---|---|---|---|
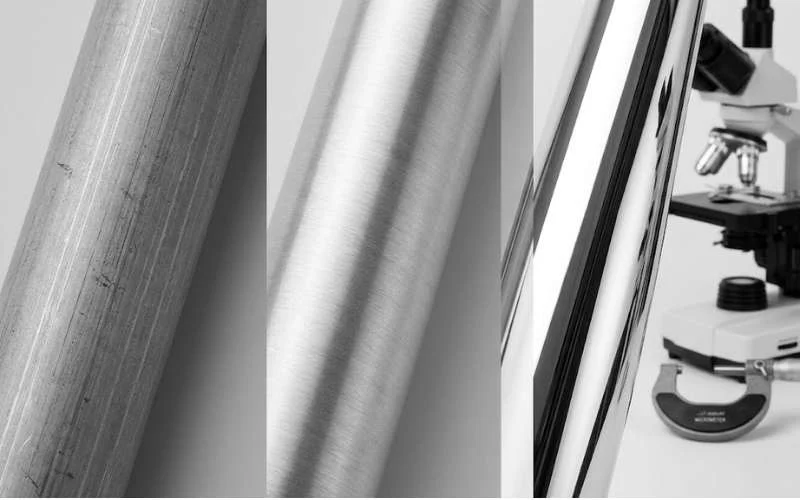
| Mill Finish | 1.6 – 3.2 | As extruded | Hidden structural frames |
| Satin / Brushed | 0.4 – 0.8 | 180-240 Grit Abrasive belts | Industrial handles, architectural trim |
| Commercial Gloss | 0.1 – 0.4 | 400-600 Grit + Sisal Buffing | Standard Pool Cleaning Poles |
| Mirror Finish | < 0.05 | 1200+ Grit + Cotton Cloth Buffing | High-end pool cover reels, luxury decor |
The Physics of Shine: Why Surface Roughness (Ra) Matters
In the world of B2B procurement, “shiny” is a subjective term, but Surface Roughness (Ra) is a measurable fact. As an engineer at Xingyong since the early 2000s, I’ve seen how neglecting the micro-topography of the metal leads to catastrophic failures in the finishing stage.
Aluminum is naturally reactive. When you polish it, you aren’t just making it look good; you are removing the porous aluminum oxide layer to expose the pure metal beneath. If the sanding steps are skipped, the subsequent Anodizing process will amplify every scratch rather than hide them. This is why we utilize Israel-made Romidot profile scanners to ensure the dimensional integrity of the poles remains intact even after aggressive polishing.

QC Checklist: Common Surface Defects to Watch For
- Cloudiness (Haze): Often caused by insufficient cleaning of buffing compounds or acidic residue.
- Pitting: Result of over-polishing or using contaminated abrasive belts from steel processing.
- Buffing Trails: Visible “swirls” caused by worn-out cotton wheels or improper RPM settings.
The Xingyong 5-Step Industrial Polishing Protocol
To maintain the ISO 9001:2015 standards we’ve upheld, our workshop follows a rigid hierarchy of operations. This consistency is what allows our distributors to command a premium price at retail.
1. Pre-Polishing Inspection and Degreasing
Before a single wheel turns, we use an Oxford Spectrometer to verify the alloy composition (typically 6061 or 6063). Any residual oils from the Extrusion Process must be removed using pH-neutral ultrasonic cleaners. Polishing over oil creates “burn marks” that are impossible to remove later.
2. Sequential Multi-Stage Sanding
We utilize both 3-stage long-material sanders and 2-stage short-material machines.
- Coarse Stage: Removes die lines from the extrusion.
- Medium Stage: Levels the surface peaks.
- Fine Stage: Prepares the “color” of the metal for the buffing wheel.

3. Mechanical Buffing with 5-Axis CNC Precision
For complex components like the internal locking mechanisms of our telescopic poles, manual polishing is too variable. We employ CNC-controlled polishing arms that maintain constant pressure. This prevents the “over-thinning” of tube walls, which is a common cause of structural failure in cheap pool cover reels.
4. Compound Selection: Tripoli vs. Rouge
We don’t use “all-purpose” waxes.
- Brown Tripoli: Used for the initial cut to remove fine scratches.
- White/Blue Rouge: Used for the final high-gloss coloring.
This distinction is vital for products sold in High-End Commercial Markets where visual clarity is non-negotiable.
5. Final Cleaning and Quality Clearance
Post-polishing, the aluminum is cleaned of all residual compounds. We use Gloss Meters to verify that the reflectivity is uniform across the entire 6-meter length of the profile. Only then does it move to our BSCI-certified packing line.
Engineer’s Insight: The “Orange Peel” Trap
One hard lesson I learned back in 2005 was the danger of excessive friction heat. If a worker applies too much pressure to a 6063-T6 aluminum tube, the localized temperature can exceed the aging threshold of the alloy. This causes grain growth, resulting in a bumpy texture known as “orange peel.”
Once orange peel occurs, the part is scrap. You cannot “polish it out.” For buyers, this is why factory experience matters. A cheap factory will push their machines too hard to meet a deadline, resulting in brittle poles that snap under the weight of a heavy pool vacuum. At Xingyong, our automated lines control the feed rate to keep temperatures within the safe metallurgical window.
Protecting Your Investment: Packaging and Logistics

For international trade, the polish you see at the factory must be the polish the customer sees in the store. High-luster aluminum is prone to “shadowing” or transit abrasion.
- We use acid-free PE protective films to prevent chemical staining during the 30-day sea voyage.
- Every bundle is secured in reinforced export crates to eliminate metal-on-metal friction.
- We provide IATF 16949:2016 level documentation for clients requiring automotive-grade surface traceability.
Scaling Excellence for Global Distribution
The “profit logic” for a distributor is simple: minimize returns and maximize perceived value. A perfectly polished aluminum pole feels heavier, looks more “pro,” and justifies a 20-30% price premium over mill-finished alternatives. By leveraging our 14 extrusion presses and integrated oxidation workshop, we eliminate the “middleman markups” and quality gaps found when outsourcing polishing to third-party shops.
Sustainable Manufacturing Practices
Polishing generates significant dust and waste. Xingyong operates a dedicated Sewage Treatment Station and dust extraction system in compliance with ISO 14001:2015 environmental standards. This ensures your supply chain remains “green” and compliant with modern ESG reporting requirements for major retailers.

Beyond the Shine: Ensuring Structural Integrity
The difference between a “good” aluminum product and a “world-class” one lies in the final 0.05 millimeters of the surface. Polishing is not just an aesthetic choice; it is a commitment to material integrity and brand prestige. Whether you are sourcing for a private label or a multinational retail chain, understanding these technical hurdles ensures you choose a partner capable of delivering more than just a shiny object.
Partner with Xingyong Engineering
Are you ready to upgrade your product line with industrial-grade finishes that dominate the shelf? Xingyong combines our founder’s 20+ years of manufacturing heritage with advanced CNC polishing technology to serve the world’s leading brands. Contact our engineering team today to receive a Free Surface Quality Audit on your next OEM project or to request a sample of our mirror-finish telescopic poles.
Related Guides & Resources
Keep Reading
Anodizing Surface Finishes · CNC Machining · Aluminum Extrusion Profiles · Industrial Aluminum Welding Guide High Strength Telescopic T · Smart Manufacturing Aluminum Extrusion Sourcing · The Comprehensive Guide To Powder Coating Aluminum · What Is Aluminum U Channel Used For · What Is An Extruded Heat Sink · What Is An Extruded Heat Sink OEM Sourcing · What Is Anodized Aluminum · What Is Mill Finish Aluminum
Apply This Material Guidance to Your Pole Specification
When applying the How to Polish Aluminum guidance to a finished aluminum pole, confirm the length, load, surface exposure and processing requirements. Send the target alloy, tube dimensions, finish and order quantity through the Xingyong engineering inquiry form for a manufacturability review.
Related products: Explore related products and review matching solutions.


