

Fabricar un mástil telescópico que no se rompa bajo una fuerte presión es un desafío para muchos gerentes de compras. Se invierte en aleaciones de la serie 6000 de alta calidad, pero una soldadura deficiente produce uniones frágiles o tubos deformados que impiden su deslizamiento. En Xingyong, llevamos más de 20 años perfeccionando el equilibrio entre el calor y la integridad estructural. Esta guía detalla las técnicas de soldadura de grado industrial necesarias para producir herramientas de aluminio de uso profesional que resistan años de uso intensivo en el campo.
Por qué la soldadura de aluminio es el "jefe final" de la fabricación.
Soldar aluminio es fundamentalmente diferente a soldar acero porque el aluminio tiene una alta conductividad térmica y un punto de fusión mucho más bajo. Mientras que el acero da una advertencia visual al brillar en rojo, el aluminio permanece plateado hasta que colapsa repentinamente formando un charco. Para herramientas de alta resistencia como postes telescópicos, El desafío se intensifica con el reducido espesor de las paredes, donde el margen de error es prácticamente nulo.
Para lograr una soldadura estructural que cumpla ISO 9001:2015 estándares, usted debe gestionar el Zona afectada por el calor (ZAC). Esta es la zona que rodea la soldadura y que pierde su resistencia al temple T6 durante el proceso de calentamiento. Si el fabricante desconoce la gestión térmica, el poste fallará justo al lado del cordón de soldadura bajo una carga mínima.
Preparación del material: La diferencia de 0,01 mm
En nuestra fábrica, tratamos la limpieza con la misma prioridad que la soldadura misma. El aluminio forma naturalmente una capa dura capa de óxido de aluminio (Al2O3) en cuestión de minutos tras la exposición al aire. Este óxido se funde aproximadamente a 10 minutos. 2072 °C, mientras que el aluminio base subyacente se funde a solo 660°C.
Eliminación de la capa de óxido: métodos químicos frente a métodos mecánicos.
Si intenta soldar a través del óxido, atrapará impurezas en el baño de soldadura, lo que provocará porosidad y "agujeros de gusano" que comprometerán la seguridad de la herramienta.
- Limpieza mecánica: Utilizamos cepillos de alambre de acero inoxidable específicos que nunca han estado en contacto con acero al carbono para evitar la contaminación cruzada.
- Desengrasado químico: El uso de disolventes como la acetona o limpiadores alcalinos especializados garantiza que los aceites del proceso de extrusión se eliminan por completo.
- Lógica de almacenamiento: Las piezas limpias deben soldarse dentro de un Ventana de 4 a 8 horas. Además, la capa de óxido se engrosa lo suficiente como para requerir una nueva limpieza.
Cómo elegir el proceso adecuado: TIG frente a MIG para tubos telescópicos
La elección entre TIG (Tungsten Inert Gas) y MIG (Metal Inert Gas) depende totalmente del volumen de su proyecto y del espesor específico de las paredes de los perfiles de aluminio.
| Característica | Soldadura TIG (GTAW) | Soldadura MIG (GMAW) |
|---|---|---|
| Precisión | Máximo control preciso | Moderado |
| Espesor de la pared | Ideal para diámetros de 0,8 mm a 3 mm. | Ideal para >3 mm |
| Entrada de calor | Alta (velocidad de viaje más lenta) | Baja (velocidad de viaje rápida) |
| Velocidad de producción | Más lento (nivel artesano) | Rápido (nivel industrial) |
| Apariencia | “Estética de ”pila de monedas de diez centavos” | Cuenta funcional |

Soldadura TIG: Precisión para postes de paredes delgadas
Para nuestros productos de alta gama carretes para cubiertas de piscina y postes de extensión especializados, utilizamos Soldadura TIG de CA. La corriente alterna proporciona una “acción de limpieza” durante la mitad positiva del ciclo, eliminando los óxidos restantes, mientras que la mitad negativa proporciona la penetración.
Mis ingenieros suelen seleccionar Varillas de relleno 4043 para estas aplicaciones. Esta aleación rica en silicio fluye mejor y es menos sensible al "agrietamiento en caliente" que la serie 5000. metales de relleno, lo que lo hace perfecto para los tubos 6061-T6 que extruimos internamente.
Gestión de la zona afectada por el calor (ZAC) para prevenir fallos estructurales
El mayor “secreto interno” en la fabricación de aluminio B2B es cómo manejamos la pérdida de temple. Cuando sueldas un Tubo de aluminio 6061-T6, el calor efectivamente “recoce” el área alrededor de la junta, reduciendo la resistencia hasta en un 30-50%.
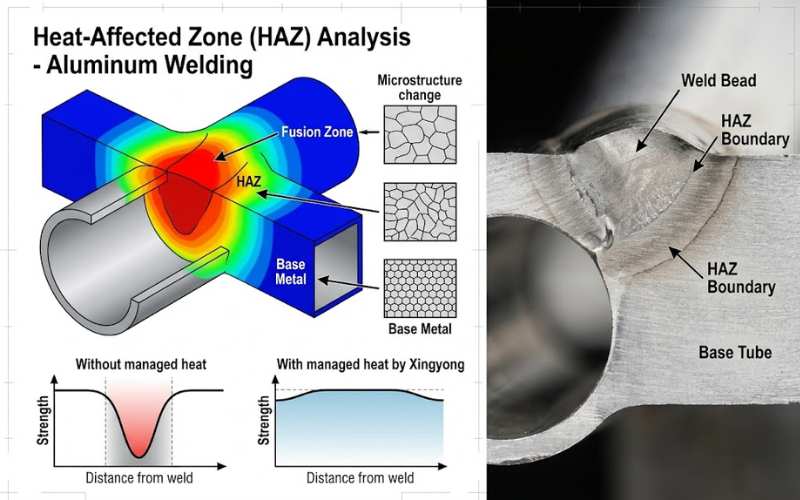
Para combatir esto, Xingyong emplea:
- Disipadores de calor: Dispositivos de sujeción refrigerados por cobre o agua que extraen rápidamente el calor del tubo, reduciendo así la zona afectada por el calor (ZAC).
- Optimización de la velocidad de viaje: Nuestras estaciones de soldadura controladas por CNC mantienen una velocidad de desplazamiento precisa y rápida para minimizar el tiempo que el metal permanece a temperaturas críticas.
- Envejecimiento posterior a la soldadura: Si la aplicación es de vital importancia, realizamos un envejecimiento artificial en nuestros hornos in situ para restaurar algunas de las propiedades mecánicas perdidas durante la soldadura.
Lógica de compras: Auditoría de la calidad de soldadura de su proveedor
Para los compradores de Walmart o Home Depot, una falla en la soldadura representa una responsabilidad enorme. Utilice esta lista de verificación durante su próxima compra. auditoría de fábrica para distinguir la fabricación profesional del trabajo “de garaje”:
| Defecto | Indicador visual | Causa principal | Nivel de riesgo |
|---|---|---|---|
| Porosidad | Pequeños agujeros en la superficie | Protección deficiente contra gases o humedad | Alto (Fallo estructural) |
| Grietas del cráter | Grietas en forma de estrella en el extremo de la soldadura | Enfriamiento rápido/Llenado incompleto | Alto (Punto de fractura) |
| Reducción de costos | Una “zanja” a lo largo del borde de la soldadura. | Voltaje/amperaje excesivo | Medio (Debilita la pared) |
| Residuo de hollín | depósitos negros en polvo | Limpieza deficiente/Contaminación | Bajo (Estética/Corrosión) |
Cumplimiento de los criterios ESG: Por qué importa la elección de su cadena de suministro
En el mercado actual, ISO 14001:2015 y ISO 50001:2018 No se trata solo de certificados; son requisitos empresariales. En Xingyong, nuestras instalaciones integradas incluyen una planta de tratamiento de aguas residuales dedicada a los productos químicos de oxidación y un sistema de gestión energética que optimiza nuestras 14 líneas de extrusión. Al abastecerse de una instalación que cumple con la normativa, se reduce el riesgo de paradas por motivos medioambientales, un problema frecuente en talleres más pequeños de la región que no cumplen con la normativa.
Estándares de control de calidad en Xingyong: Más allá de la inspección visual
Una soldadura “bonita” no siempre es una soldadura fuerte. Como una fábrica con IATF 16949:2016 Para obtener la certificación, nuestro centro de pruebas analiza en profundidad la articulación a nivel molecular.
- Análisis mediante espectrómetro Oxford: Verificamos la composición química tanto del metal base como de la varilla de relleno para garantizar la compatibilidad.
- Imágenes seccionales: Utilizando nuestro Escáneres de perfil Lumet israelíes, comprobamos la profundidad de penetración interna y la fusión de las raíces.
- Pruebas de resistencia a la tracción: Sometemos las uniones soldadas a una tensión extrema para garantizar que la rotura se produzca en el metal base, no en la soldadura, lo cual es un sello distintivo de una unión industrial perfecta.
- Pruebas de dureza: Nosotros usamos Durómetros Webster y Barcol Mapear la zona afectada por el riesgo (ZAC) y garantizar que la integridad estructural cumpla con las especificaciones del comprador.

La lógica de rentabilidad del distribuidor: Reducción del coste total de propiedad
El beneficio no se obtiene en el momento de la compra; se ahorra evitando devoluciones. Cuando un pértiga para limpiar piscinas Una vez que el producto llega a manos del consumidor, los costos de envío, manipulación y administración de una devolución a menudo superan el costo original del producto.
Al utilizar nuestro Capacidad mensual de 3.000 toneladas y el procesamiento CNC integrado, ofrecemos consistencia plazo de entrega y fiabilidad estructural. Esta precisión permite mantener niveles de inventario más reducidos, con la certeza de que la integridad estructural del lote superará cualquier inspección externa realizada por empresas como SGS o Intertek.

Asóciate con un fabricante de aluminio de precisión.
Si está cansado de la calidad inconsistente de las soldaduras o de las fallas estructurales en su línea de productos de aluminio, es hora de hablar con un ingeniero que entienda la ciencia del metal. Ya sea que necesite soluciones personalizadas Productos de aluminio OEM Ya se trate de componentes para herramientas telescópicas de gran volumen, proporcionamos la transparencia técnica necesaria para el éxito del comercio mundial.
Póngase en contacto hoy mismo con el equipo de ingeniería de Xingyong para una revisión técnica de sus planos o para solicitar una muestra de nuestros conjuntos soldados de alta resistencia.


