

Fabriquer une perche télescopique qui ne se casse pas sous forte contrainte représente un défi pour de nombreux responsables des achats. Malgré l'investissement dans des alliages haut de gamme de la série 6000, des soudures de mauvaise qualité peuvent engendrer des joints fragiles ou des tubes déformés qui empêchent leur coulissement. Chez Xingyong, nous avons consacré plus de 20 ans à perfectionner l'équilibre entre la chaleur et l'intégrité structurelle. Ce guide détaille les techniques de soudage industrielles nécessaires à la fabrication d'outils en aluminium robustes, conçus pour résister à des années d'utilisation intensive sur le terrain.
Pourquoi le soudage de l'aluminium est le “ maître final ” de la fabrication
Le soudage de l'aluminium est fondamentalement différent de celui de l'acier, car l'aluminium possède une conductivité thermique élevée et un point de fusion beaucoup plus bas. Alors que l'acier émet un signal d'avertissement visuel en devenant rougeoyant, l'aluminium reste argenté jusqu'à ce qu'il fonde brusquement. Pour les outils à haute résistance comme perches télescopiques, le défi est accentué par les faibles épaisseurs de paroi, où la marge d'erreur est quasi nulle.
Pour obtenir une soudure structurelle qui réponde aux exigences ISO 9001:2015 normes, vous devez gérer les Zone affectée par la chaleur (ZAC). Il s'agit de la zone autour de la soudure qui perd sa résistance thermique T6 lors du processus de chauffage. Si votre fabricant ne maîtrise pas la gestion thermique, le poteau cédera juste à côté du cordon de soudure sous une charge minimale.
Préparation des matériaux : La différence de 0,01 mm
Dans notre usine, nous accordons la même importance à la propreté qu'à la soudure elle-même. L'aluminium forme naturellement un matériau dur. couche d'oxyde d'aluminium (Al2O3) fond en quelques minutes au contact de l'air. Cet oxyde fond à environ 2 072 °C, tandis que l'aluminium de base sous-jacent fond à seulement 660 °C.
Élimination de la couche d'oxyde : méthode chimique ou mécanique
Si vous tentez de souder à travers l'oxyde, vous emprisonnerez des impuretés dans le bain de fusion, ce qui entraînera de la porosité et des “ trous de ver ” qui compromettent la sécurité de l'outil.
- Nettoyage mécanique : Nous utilisons des brosses métalliques en acier inoxydable dédiées qui n'ont jamais été en contact avec de l'acier au carbone afin d'éviter toute contamination croisée.
- Dégraissage chimique : L'utilisation de solvants comme l'acétone ou de nettoyants alcalins spécialisés permet d'éliminer les huiles de la procédé d'extrusion sont complètement supprimées.
- Logique de stockage : Les pièces nettoyées doivent être soudées dans un délai de fenêtre de 4 à 8 heures. Au-delà de ce stade, la couche d'oxyde s'épaissit suffisamment pour nécessiter un nouveau nettoyage.
Choisir le bon procédé : TIG ou MIG pour les tubes télescopiques
Le choix entre le procédé TIG (Tungsten Inert Gas) et le procédé MIG (Metal Inert Gas) dépend entièrement du volume de votre projet et de l'épaisseur spécifique des parois des profilés en aluminium.
| Fonctionnalité | Soudage TIG (GTAW) | Soudage MIG (GMAW) |
|---|---|---|
| Précision | Contrôle ultra-précis | Modéré |
| Épaisseur de paroi | Idéal pour 0,8 mm – 3 mm | Idéal pour les diamètres supérieurs à 3 mm. |
| Apport de chaleur | Élevée (vitesse de déplacement plus lente) | Faible (vitesse de déplacement rapide) |
| Vitesse de production | Plus lent (niveau artisan) | Rapide (niveau industriel) |
| Apparence | “esthétique ” pile de pièces de dix cents » | perle fonctionnelle |

Soudage TIG : précision pour les poteaux à parois minces
Pour nos produits haut de gamme bobines de couverture de piscine et des rallonges spécialisées, nous utilisons Soudage TIG AC. Le courant alternatif assure une “ action nettoyante ” pendant la moitié positive du cycle, éliminant les oxydes restants, tandis que la moitié négative assure la pénétration.
Mes ingénieurs sélectionnent généralement tiges de remplissage 4043 Pour ces applications, cet alliage riche en silicium présente une meilleure fluidité et est moins sensible à la fissuration à chaud que les alliages de la série 5000. métaux d'apport, ce qui le rend parfait pour les tubes 6061-T6 que nous extrudons en interne.
Gestion de la zone affectée thermiquement (ZAT) pour prévenir les défaillances structurelles
Le plus grand “ secret des initiés ” dans la fabrication d'aluminium B2B réside dans la gestion de la perte de trempe. Lors du soudage d'un tuyau en aluminium 6061-T6, la chaleur “ recuit ” en quelque sorte la zone autour de l'articulation, réduisant ainsi sa résistance jusqu'à 30-50%.
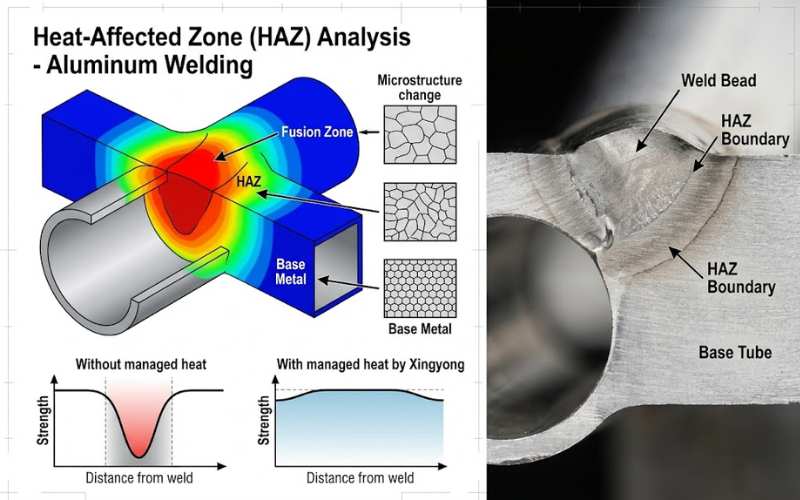
Pour lutter contre cela, Xingyong utilise :
- Dissipateurs thermiques : Gabarits en cuivre ou refroidis à l'eau qui évacuent rapidement la chaleur du tube, réduisant ainsi la ZAT.
- Optimisation de la vitesse de déplacement : Nos stations de soudage à commande numérique (CNC) maintiennent une vitesse de déplacement rapide et précise afin de minimiser le temps pendant lequel le métal reste à des températures critiques.
- Vieillissement après soudage : Si l'application est critique pour la mission, nous effectuons un vieillissement artificiel dans nos fours sur site afin de restaurer certaines des propriétés mécaniques perdues lors du soudage.
Logique d'approvisionnement : Audit de la qualité des soudures de vos fournisseurs
Pour les acheteurs de Walmart ou de Home Depot, une soudure défectueuse représente un risque considérable. Utilisez cette liste de vérification lors de votre prochain achat. audit d'usine pour distinguer la fabrication professionnelle du travail “ amateur ” :
| Défaut | Indicateur visuel | Cause première | Niveau de risque |
|---|---|---|---|
| Porosité | De minuscules trous à la surface | Mauvaise protection contre les gaz ou humidité | Élevé (Défaillance structurelle) |
| Fissures du cratère | Fissures en forme d'étoile à l'extrémité de la soudure | Refroidissement rapide/Remplissage incomplet | Point de fracture élevé |
| Sous-enchérir | Un “ sillon ” le long du bord de la soudure | Tension/intensité excessive | Moyen (affaiblit le mur) |
| Résidus de suie | Dépôts noirs poudreux | Nettoyage insuffisant/Contamination | Faible (esthétique/corrosion) |
Conformité ESG : Pourquoi le choix de votre chaîne d’approvisionnement est important
Sur le marché actuel, ISO 14001:2015 et ISO 50001:2018 Ce ne sont pas de simples certificats ; ce sont des exigences opérationnelles. Chez Xingyong, notre usine intégrée comprend une station d’épuration dédiée au traitement des produits chimiques d’oxydation et un système de gestion de l’énergie qui optimise nos 14 lignes d’extrusion. En vous approvisionnant auprès d’une usine conforme aux normes, vous réduisez le risque d’arrêts de production liés à des problèmes environnementaux, un problème fréquent dans les petits ateliers non conformes de la région.
Normes de contrôle qualité chez Xingyong : au-delà de l’aspect visuel des perles
Une soudure “ jolie ” n'est pas toujours une soudure solide. En tant qu'usine avec IATF 16949:2016 Pour obtenir la certification, notre centre de test analyse en profondeur le niveau moléculaire de l'articulation.
- Analyse par spectromètre Oxford : Nous vérifions la composition chimique du métal de base et de la baguette d'apport afin d'assurer leur compatibilité.
- Imagerie en coupes : En utilisant notre Scanners de profil Lumet israéliens, nous vérifions la profondeur de pénétration interne et la fusion des racines.
- Essai de résistance à la traction : Nous tirons sur les joints soudés jusqu'à rupture pour nous assurer que la rupture se produise dans le métal de base et non dans la soudure – une caractéristique essentielle d'une liaison industrielle parfaite.
- Test de dureté : Nous utilisons testeurs de dureté Webster et Barcol cartographier la ZAT et s'assurer que l'intégrité structurelle répond aux spécifications de l'acheteur.

Logique de rentabilité du distributeur : réduire le coût total de possession
Le profit ne se réalise pas au moment de l'achat ; il est économisé en évitant les retours. Lorsqu'un perche de nettoyage de piscine Une fois le produit en main, les frais d'expédition, de manutention et administratifs d'un retour dépassent souvent le prix d'achat initial du produit.
En utilisant notre capacité mensuelle de 3 000 tonnes Grâce à l'usinage CNC intégré, nous offrons une qualité constante. délai de mise en œuvre et une fiabilité structurelle. Cette précision vous permet de maintenir des niveaux de stock plus bas, sachant que l'intégrité structurelle du lot passera avec succès toute inspection tierce réalisée par des entreprises comme SGS ou Intertek.

Collaborez avec un fabricant d'aluminium de précision
Si vous êtes lassé des soudures de qualité inégale ou des défaillances structurelles de votre gamme de produits en aluminium, il est temps de consulter un ingénieur spécialiste des métaux. Que vous ayez besoin de solutions sur mesure, nous avons ce qu'il vous faut. Produits en aluminium OEM ou pour les composants d'outils télescopiques à grand volume, nous fournissons la transparence technique nécessaire au succès du commerce mondial.
Contactez dès aujourd'hui l'équipe d'ingénierie de Xingyong pour une analyse technique de vos plans ou pour demander un échantillon de nos assemblages soudés haute résistance.


