Les projets d'aluminium pour équipementiers échouent plus souvent qu'on ne le croit. Retards d'outillage, anodisation instable, non-respect des délais et dureté irrégulière peuvent nuire discrètement à la réputation de votre marque. Lorsque les détaillants ou les distributeurs refusent des livraisons, le coût ne se limite pas aux matériaux : il s'agit aussi d'une perte d'espace en rayon et de confiance.
La solution ne réside pas dans la recherche du prix le plus bas, mais dans le choix de la bonne option. Extrusion d'aluminium Dès le départ, il est essentiel de choisir un fabricant. Ce guide vous explique précisément comment évaluer la capacité de production, les certifications, les systèmes de qualité, les capacités d'outillage et la fiabilité de la chaîne d'approvisionnement avant de signer un contrat OEM.
Comment choisir le bon fabricant de profilés en aluminium pour les projets OEM

Pour choisir le bon fabricant de profilés en aluminium pour vos projets OEM, vous devez évaluer cinq domaines clés :
- capacité de production et tonnage de presse
- Systèmes de certification et de conformité
- Équipements de contrôle et d'inspection de la qualité
- Capacités d'outillage et d'ingénierie
- Délai de livraison, quantité minimale de commande et stabilité de la chaîne d'approvisionnement
Une usine d'extrusion d'aluminium OEM qualifiée doit fournir des données transparentes, disposer d'équipements fonctionnels, de certifications vérifiées et présenter un processus de production clair. Tout autre élément augmente les risques liés à l'approvisionnement.
Évaluer la capacité et l'équipement de production par extrusion
La capacité de production détermine si votre projet OEM peut être mis à l'échelle.
Un fabricant de profilés en aluminium doit clairement indiquer :
- Nombre de presses d'extrusion
- Gamme de tonnage
- Production mensuelle
- Type d'extrusion (directe ou inverse)
Par exemple, une usine en fonctionnement 14 presses d'extrusion d'une capacité allant de 350T à 2000T peut traiter aussi bien les petits profils de précision que les sections transversales complexes et robustes. Une capacité mensuelle de 3 000 tonnes indique une capacité d'approvisionnement stable.
Pourquoi le tonnage est important
La force de la presse d'extrusion détermine la complexité du profil et le contrôle de l'épaisseur de la paroi.
| Tonnage de la presse d'extrusion | Application typique | Compatibilité OEM |
|---|---|---|
| 300T–600T | Paroi mince, profils étroits | Biens de consommation, composants légers |
| 800T–1400T | Profils structuraux moyens | Cadres d'équipement, perches télescopiques |
| 1600T–2000T | Grandes sections transversales | Systèmes industriels, structures porteuses |
Si votre fournisseur ne dispose pas du tonnage approprié, les problèmes de déformation des profils et de tolérance deviennent fréquents.
Référence: L'Association de l'aluminium explique comment la pression d'extrusion affecte l'intégrité du profil.
Vérifier les certifications et les normes de conformité

Les certifications vous protègent des risques réglementaires et d'audit.
Un fabricant sérieux de profilés en aluminium pour équipementiers devrait posséder :
- ISO 9001:2015 – Gestion de la qualité
- ISO 14001:2015 – Gestion environnementale
- ISO 45001:2018 – Sécurité au travail
- ISO 50001:2018 – Gestion de l'énergie
- IATF 16949:2016 – Système de qualité automobile
- Les audits sociaux tels que BSCI
Les organismes de certification tels que Organisation internationale de normalisation définir ces systèmes.
Pourquoi c'est important :
- Les détaillants comme Walmart et Home Depot exigent une documentation de conformité.
- La gestion environnementale et des eaux usées permet de réduire les retards douaniers ou réglementaires.
- La certification de niveau automobile atteste d'un contrôle avancé des processus.
Si une usine ne peut pas fournir de certificats valides, considérez cela comme un signal d'alarme concernant l'approvisionnement.
Équipements de contrôle et de test de la qualité

Le contrôle qualité est le point faible de nombreux fournisseurs.
Une usine d'extrusion d'aluminium fiable doit disposer d'un centre d'inspection dédié, équipé de :
- Spectromètre pour la vérification des alliages
- machine d'essai de traction
- Testeurs de dureté (Rockwell, Webster, Barcol)
- Mesureur d'épaisseur de revêtement
- Scanner d'imagerie en coupe transversale
- Microscopes pour l'inspection de surface
- boîte lumineuse de comparaison des couleurs
Pourquoi cela est important pour les acheteurs OEM
- La composition de l'alliage influe sur sa résistance mécanique.
- L'épaisseur du film influe sur la résistance à la corrosion.
- La dureté influe sur la durabilité et la stabilité en flexion.
Selon ASTM International, Les normes d'essai des alliages d'aluminium garantissent la conformité des propriétés mécaniques.
En l'absence de tests internes, les fournisseurs dépendent de la sous-traitance, ce qui accroît la variabilité et les délais.
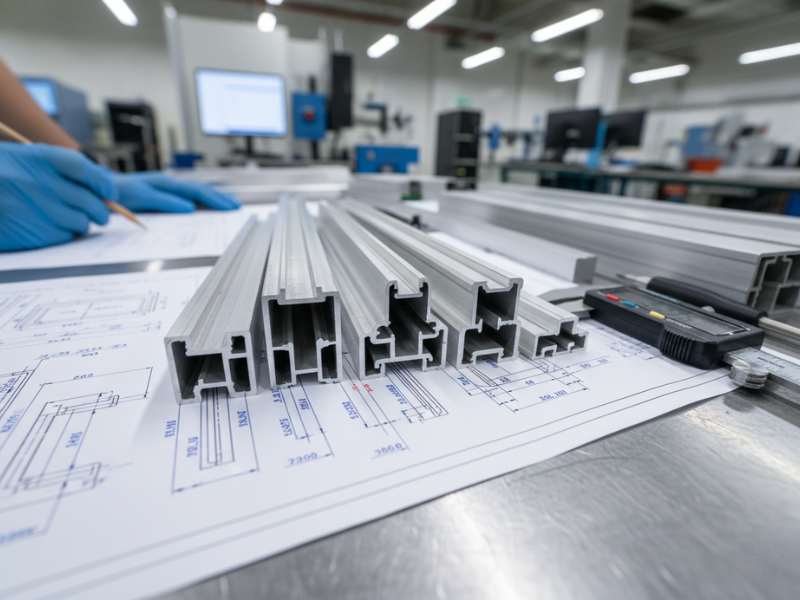
Évaluer les capacités de développement d'outillage et de matrices

Les filières d'extrusion déterminent la précision du profil.
Posez ces questions :
- La conception des matrices est-elle réalisée en interne ?
- Quel est le délai de livraison de l'outillage ?
- À quelle fréquence les matrices sont-elles entretenues ?
- Peuvent-ils traiter des sections transversales complexes ?
Chronologie typique du développement d'une matrice :
| Scène | Durée |
|---|---|
| Conception de matrice | 3 à 5 jours |
| Production de matrices | 7 à 10 jours |
| Extrusion du premier échantillon | 3 à 5 jours |
| Ajustement (si nécessaire) | 3 à 7 jours |
Un fabricant OEM compétent de profilés en aluminium extrudés devrait réaliser l'outillage dans un délai de 15 à 20 jours pour les profils standard.
Une mauvaise conception de la puce entraîne :
- Écart dimensionnel
- Lignes de dragage de surface
- Épaisseur de paroi irrégulière
Examiner le traitement de surface et la stabilité de la finition

Le traitement de surface détermine l'aspect et la résistance à la corrosion.
Les options de finition courantes des équipementiers comprennent :
- Anodisation (naturelle, noire, couleurs personnalisées)
- sablage
- Brossage
- Polissage
Une usine en activité lignes d'anodisation automatisées et systèmes de traitement des eaux usées démontre la conformité environnementale et la constance de la production.
Vérifier:
- Contrôle de l'épaisseur du film
- Stabilité de la couleur d'un lot à l'autre
- rapports sur la résistance au brouillard salin
Vous pouvez vous référer aux normes de résistance à la corrosion de NACE International.
!Aluminium anodisé Profilés extrudés de différentes couleurs sur le présentoir d'usine
Évaluer les capacités de commande numérique et d'usinage secondaire
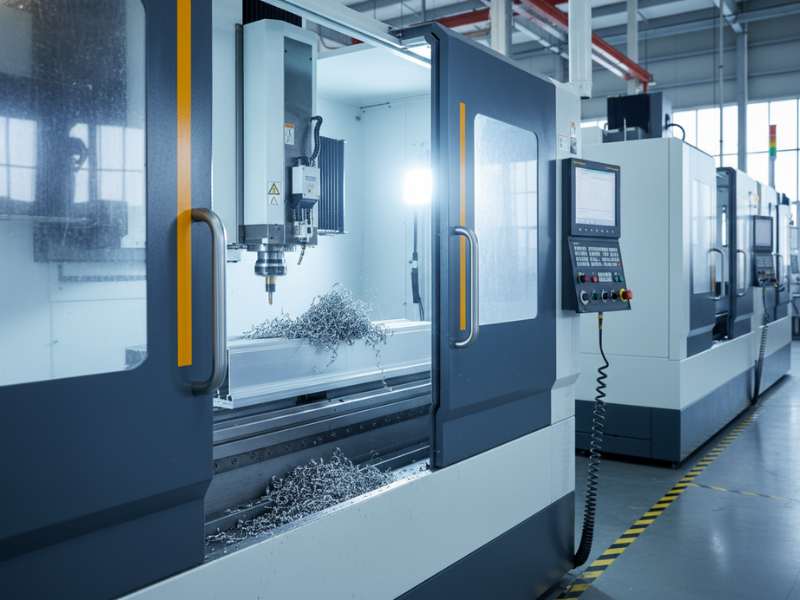
Le traitement intégré réduit la complexité de la chaîne d'approvisionnement.
Recherchez les capacités internes telles que :
- Usinage CNC
- Forage et fraisage
- Flexion
- Marquage laser
- Découpe de précision
- Systèmes d'emballage
Pour les équipementiers poteaux télescopiques en aluminium ou équipement de piscine L'usinage intégré des composants assure une meilleure correspondance dimensionnelle.
Si l'extrusion et l'usinage sont séparés entre les usines, les risques liés à la qualité augmentent.
Référence de ressource interne :
Par exemple, Xingyong (fondée en 2002) exploite des ateliers complets d'extrusion, d'anodisation et de CNC avec une capacité d'inspection intégrée :contentReference[oaicite:0]{index=0}.
Comprendre la quantité minimale de commande (MOQ), le délai de livraison et la fiabilité de la chaîne d'approvisionnement
La quantité minimale de commande et le délai de livraison ont un impact direct sur la trésorerie.
Délai typique d'extrusion d'aluminium pour les équipementiers :
| Scène | Durée estimée |
|---|---|
| Outillage | 15 à 20 jours |
| Confirmation de l'échantillon | 7 à 10 jours |
| production de masse | 15 à 25 jours |
| Traitement de surface | 5 à 10 jours |
| Expédition à l'exportation | 20 à 35 jours |
Questions clés :
- Quelle est la quantité minimale de commande par profil ?
- Combien de tonnes par mois peuvent être allouées à votre projet ?
- Les matières premières sont-elles d'origine locale ou importées ?
- Quel est le taux de rebut ?
Un fournisseur stable doit expliquer clairement la répartition des capacités.
Questions à se poser avant de signer un contrat avec un équipementier.
Utilisez cette liste de contrôle :
- Quel est votre volume de production mensuel par extrusion ?
- Quelle est la capacité de votre presse à extrusion la plus puissante ?
- Pouvez-vous fournir des rapports de contrôle qualité pour chaque envoi ?
- Quelles certifications possédez-vous ?
- Quelle est votre politique en matière de propriété des matrices ?
- Proposez-vous des emballages personnalisés ?
- Vers quels marchés exportez-vous ?
Si les réponses sont vagues, reconsidérez le partenariat.
Signaux d'alerte courants dans l'approvisionnement en profilés d'aluminium
Évitez les fournisseurs qui :
- Impossible de fournir des photos de l'usine ou des rapports d'audit.
- Absence d'équipement de contrôle qualité interne
- Proposer des prix anormalement bas
- Nous n'avons pas de presses d'extrusion (sociétés commerciales).
- Refuser les inspections par des tiers
L'approvisionnement auprès des équipementiers relève de la gestion des risques, et non de la comparaison des prix.
FAQ
Quel est le MOQ typique pour les projets OEM d'extrusion d'aluminium ?
La quantité minimale de commande dépend du poids du profilé et de la taille de la matrice. La plupart des usines exigent 300 à 500 kg par profilé pour la production initiale.
Combien de temps faut-il pour fabriquer des outillages d'extrusion d'aluminium ?
Le développement standard d'une matrice prend 15 à 20 jours, tests et corrections compris.
La norme IATF 16949 est-elle nécessaire pour les équipementiers non automobiles ?
Pas toujours, mais cela témoigne d'un contrôle et d'une traçabilité rigoureux des processus.
Quels sont les facteurs qui influencent le prix des profilés en aluminium ?
- nuance d'alliage
- Complexité des puces
- Traitement de surface
- Volume de commande
- fluctuations du prix des matières premières
Prendre une décision de fabrication OEM à long terme
Choisir le bon fabricant de profilés d'aluminium repose sur la stabilité, la transparence et l'expertise technique. Évaluez sa capacité de production réelle, examinez ses systèmes de qualité, vérifiez ses certifications et assurez-vous de la maîtrise de son outillage.
Lorsque ces éléments sont réunis, votre projet d'extrusion d'aluminium OEM devient prévisible, évolutif et conforme aux normes internationales de vente au détail.
Démarrez dès aujourd'hui votre évaluation des profilés d'aluminium pour équipementiers.

Si vous recherchez un fabricant de profilés en aluminium pour des projets OEM, préparez vos dessins ou échantillons et demandez une analyse technique complète.
Discuter:
- Alliage requis
- Traitement de surface
- exigences mécaniques
- Volume annuel prévu
- Marchés cibles
Une évaluation structurée aujourd'hui permet de prévenir les risques de production demain.