Les profilés en aluminium semblent simples sur le papier. En réalité, de nombreux projets OEM échouent lors de l'usinage CNC, non pas à cause de la machine, mais en raison de choix de conception et de processus initiaux. Les acheteurs supposent souvent que l'usinage CNC “ corrigera tout ” après l'extrusion. Cette supposition entraîne des tolérances instables, des retouches et des retards de livraison. Ce guide explique… Comment les profilés en aluminium sont usinés par commande numérique dans de véritables usines, ce que vous devez planifier avant d'envoyer des dessins, et comment contrôler les coûts, les délais et la qualité dans la production OEM.
Si ce sujet est examiné dans le cadre d'un projet OEM, veuillez utiliser les recommandations ci-dessous. Usinage CNC pour composants de poteaux en aluminium. Ensuite, vérifiez fabrication de tubes en aluminium de précision et Veuillez envoyer le cahier des charges pour une demande de devis d'usine., tout en conservant Ressources matérielles de l'Association de l'aluminium disponible pour une terminologie neutre et un contexte normatif.

Comment usine-t-on des profilés en aluminium par commande numérique ?
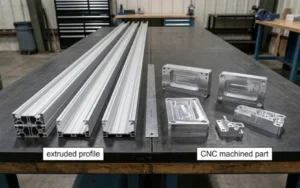
L'usinage CNC des profilés en aluminium signifie réalisation d'opérations de précision secondaires sur des pré-extrudés profilés en aluminium. Le procédé d'extrusion crée une section transversale constante. L'usinage CNC ajoute des caractéristiques que la matrice ne peut pas produire.

Dans la production OEM, CNC L'usinage est généralement utilisé pour :
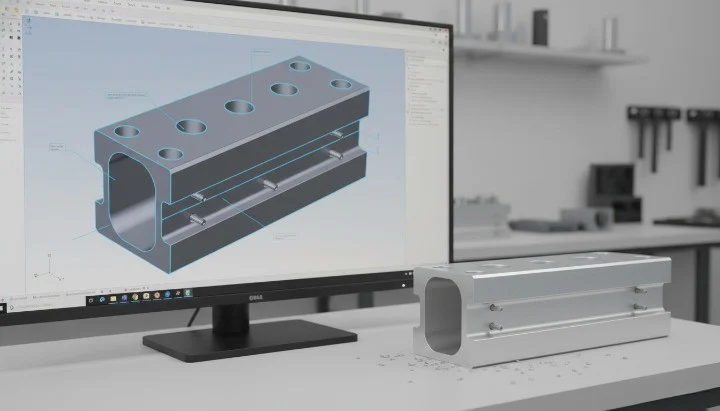
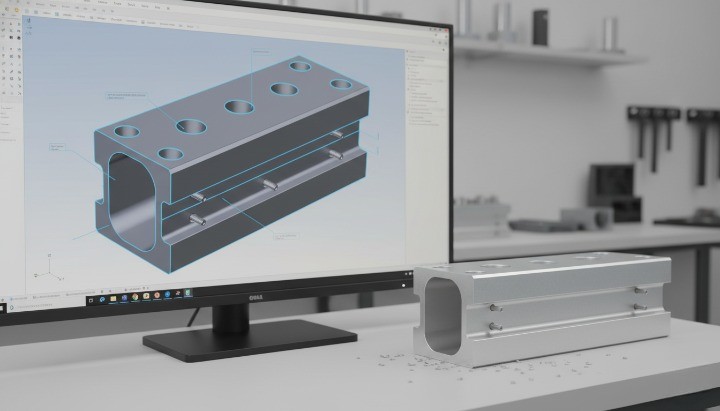
- Créer trous, machines à sous, poches et fils
- Machine faces d'extrémité et caractéristiques de connexion
- Atteindre tolérances fonctionnelles Impossible avec la seule extrusion
L'usinage CNC ne remplace pas la précision de l'extrusion. Il fonctionne en plus des tolérances d'extrusion, C’est pourquoi il est important de comprendre les deux étapes.
Processus d'extrusion d'aluminium CNC étape par étape

1. Extrusion et vieillissement de l'aluminium
- Les billettes d'aluminium sont extrudées à travers une filière
- Les profilés sont étirés, redressés et coupés à la longueur voulue.
- Le traitement thermique (T5 ou T6) stabilise les propriétés mécaniques
2. Prédécoupe et inspection
- Les profilés longs sont découpés en longueurs prêtes pour l'usinage CNC.
- Les dimensions de la section transversale sont vérifiées
- Les défauts de surface sont contrôlés avant l'usinage.
3. Fixation et positionnement CNC
- Les profilés sont serrés à l'aide de accessoires sur mesure
- Les surfaces de référence sont définies
- Un montage incorrect est la principale cause de dérive des tolérances.
4. Opérations d'usinage CNC
- Forage, tapotant, fraisage, et usinage des extrémités
- Usinage simple ou multiple selon la conception
- Le temps de cycle dépend du nombre de fonctionnalités, et non de la longueur du profil.
5. Ébavurage et contrôle de la qualité
- ébavurage manuel ou automatisé
- Inspection dimensionnelle
- vérification de la cohérence des lots
Opérations CNC courantes sur les profilés en aluminium

Les fonctionnalités CNC typiques demandées par les acheteurs OEM comprennent :
- Forage: trous de fixation, dégagement des fixations
- Tapotement: trous taraudés pour l'assemblage
- fraisage de rainures: pistes ou canaux réglables
- fraisage de poche: réduction de poids ou dégagement
- Usinage de la face d'extrémité: longueur et équerrage précis
- Marquage laser: numéros de pièces et traçabilité
Chaque fonctionnalité ajoutée augmente le temps de configuration ou de cycle. Le regroupement des fonctionnalités sur une même face de référence permet de réduire les coûts.
Alliages d'aluminium utilisés pour l'usinage CNC des profilés extrudés

L'alliage influe sur l'usinabilité, la résistance et l'état de surface.
| Alliage | Utilisation typique | Notes sur l'usinage CNC |
|---|---|---|
| 6063 | structures décoratives et légères | Découpe nette, bonne finition de surface |
| 6061 | Éléments structurels et porteurs | Des forces de coupe plus élevées, une meilleure force |
| 6005A | cadres industriels | Résistance et usinabilité équilibrées |
Pour les pièces d'aspect esthétique, l'alliage 6063 est privilégié. Pour la résistance mécanique, l'alliage 6061 offre une meilleure stabilité lors de l'usinage CNC.
Tolérances que vous pouvez raisonnablement atteindre

Tolérance d'extrusion et tolérance CNC empiler ensemble.
| Type de fonctionnalité | Tolérance typique |
|---|---|
| Section transversale d'extrusion | ±0,15–0,30 mm |
| Positionnement des trous CNC | ±0,05–0,10 mm |
| Longueur de la face d'extrémité | ±0,10 mm |
| Profondeur du filetage | ±0,05 mm |
Réalité essentielle :
- Les profils longs accumulent des erreurs
- La commande numérique par ordinateur (CNC) ne peut pas corriger les extrusions tordues ou cintrées.
- Une tolérance excessive augmente les coûts sans gain fonctionnel.
Aménagements et positionnement : le facteur de coût caché

Les dispositifs de fixation déterminent la répétabilité plus que la marque de la machine.
Bons accessoires :
- Définit une donnée stable
- Empêche la déformation du profil
- Permet l'usinage par lots avec un réalignement minimal
Un mauvais montage entraîne :
- Désalignement des trous
- Rebuts lors de la production par lots
- Approbation incohérente du premier article
Pour les commandes OEM répétées, Les équipements dédiés permettent de réduire le coût unitaire au fil du temps..
Conseils de conception pour réduire les coûts d'usinage CNC des profilés en aluminium
Les acheteurs OEM peuvent réduire leurs coûts avant même le début de la production.
- Alignez les trous et les fentes avec un visage de référence
- Évitez les poches profondes près des parois minces.
- Dans la mesure du possible, maintenez des dimensions de trous standardisées.
- Minimiser l'usinage multifaces
- Caractéristiques de conception adaptées à la géométrie d'extrusion
Un profil bien conçu réduit souvent le temps d'usinage CNC de 20–40%.
Délai de livraison, quantité minimale de commande et planification de la production
- Délai de livraison des filières d'extrusion : 7 à 14 jours
- Échantillonnage CNC : 3 à 5 jours
- Production de masse : dépend de la densité des caractéristiques
Quantités minimales de commande (MOQ) typiques :
- Extrusion uniquement : faible
- Extrusion + CNC : coût plus élevé en raison des frais de configuration et d'outillage.
Pour un approvisionnement stable, planifiez l'usinage CNC. après approbation de l'extrusion, pas en parallèle.
Quand la commande numérique par ordinateur (CNC) n'est pas le bon choix
L'usinage CNC n'est pas toujours nécessaire.
Évitez les commandes numériques lorsque :
- Des fonctionnalités peuvent être intégrées à la matrice d'extrusion.
- La tolérance est non fonctionnelle
- Le volume d'activité est trop faible pour justifier la tenue de matchs.
Les alternatives incluent l'optimisation des puces ou les profils standardisés.
Ce que les acheteurs OEM doivent retenir
L'usinage CNC des profilés en aluminium n'est pas une simple post-production. Il fait partie intégrante d'un système qui débute dès la conception du profilé. La réussite d'un projet repose sur la planification conjointe de l'extrusion, du montage et de l'usinage CNC, et non sur leur traitement comme étapes distinctes.
Démarrez votre projet d'extrusion d'aluminium CNC en toute confiance
Si vous vous approvisionnez en profilés d'aluminium usinés par commande numérique, veuillez fournir les informations suivantes :
- exigences de l'application
- Tolérances fonctionnelles
- Volume de commandes estimé
Des informations claires fournies en amont permettent d'obtenir des devis plus rapides, des prix stables et une livraison prévisible.
Guides et ressources associés
Continuez la lecture
Finitions de surface par anodisation · Usinage CNC · Profilés d'extrusion d'aluminium · Comment fabriquer un boîtier de circuit imprimé en aluminium · Comment polir l'aluminium Guide de soudage industriel en aluminium, télescopique haute résistance, en T • Approvisionnement en profilés d'aluminium pour la fabrication intelligente • Guide complet du revêtement en poudre de l'aluminium • À quoi servent les profilés en U en aluminium ? • Qu'est-ce qu'un dissipateur thermique extrudé ? • Approvisionnement OEM de dissipateurs thermiques extrudés
Produits associés : Explorez les produits associés et solutions de correspondance d'avis.