Les composants électroniques tombent en panne pour des raisons prévisibles : accumulation de chaleur, mauvaise mise à la terre et contraintes mécaniques. De nombreux projets de circuits imprimés fonctionnent en laboratoire, mais échouent en conditions réelles d'utilisation, car le boîtier a été négligé. Cette erreur entraîne une surchauffe, des interférences électromagnétiques et des modifications coûteuses.
Pour obtenir un produit fiable, le boîtier en aluminium du circuit imprimé doit être conçu comme partie intégrante du système, et non comme un simple habillage. Ce guide vous accompagne pas à pas dans le choix des matériaux, les méthodes de fabrication, la conception thermique et la planification de la production pour les équipementiers.
Qu’est-ce qu’un boîtier de circuit imprimé en aluminium et pourquoi est-il utilisé ?

Un Boîtier de circuit imprimé en aluminium Il s'agit d'un boîtier de protection en alliage d'aluminium qui maintient et protège une carte de circuit imprimé tout en améliorant la dissipation de la chaleur, le blindage EMI et la durabilité structurelle.
Comparé au plastique, l'aluminium offre :
- conductivité thermique élevée (≈205 W/m·K pour l'alliage 6063 par MatWeb)
- Blindage EMI naturel
- Rapport résistance/poids élevé
- Résistance à la corrosion après anodisation
- Longue durée de vie en milieu industriel
Selon les Institut international de l'aluminium, L'aluminium demeure l'un des métaux industriels les plus utilisés grâce à sa recyclabilité et à sa durabilité. En électronique, il assure à la fois protection et performance thermique.
Circuit imprimé en aluminium enceinte boîtier extrudé avec circuit imprimé installé et dissipateur de chaleur nageoires
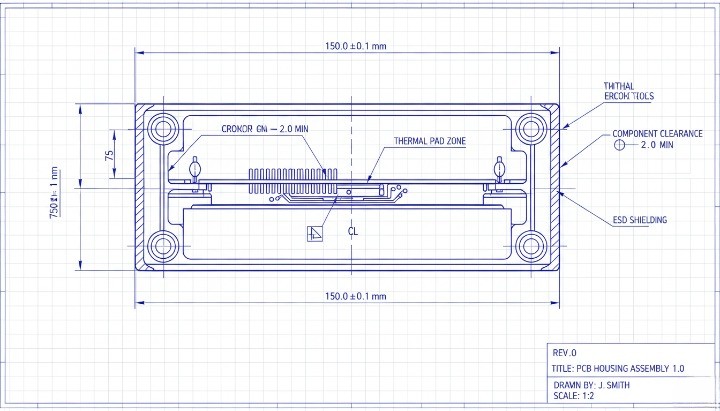
Étape 1 – Définir les exigences relatives aux circuits imprimés et à la mécanique
Avant de choisir un matériau ou une méthode de fabrication, définissez la structure mécanique.
Paramètres clés :
- Longueur, largeur et épaisseur du circuit imprimé
- Méthode de montage (entretoise, fente coulissante, guide sur rail)
- Tolérance de jeu (généralement 0,2 à 0,5 mm pour les conceptions à ajustement coulissant)
- Positions des connecteurs
- direction de sortie du câble
- Indice de protection IP requis
- Plage de températures de fonctionnement
Si votre appareil doit réussir les tests CE ou FCC, la conception de la mise à la terre du boîtier a un impact direct sur la conformité aux normes EMI.
Pour les applications industrielles, il faut toujours tenir compte de :
- exposition aux vibrations
- exposition aux UV en extérieur
- Risque d'humidité
- dilatation thermique
L'aluminium se dilate d'environ 23 µm/m·°C. Négliger ce phénomène peut engendrer des contraintes aux points de fixation.
Étape 2 – Choisir le bon alliage d'aluminium
Différents alliages suivent différents procédés de fabrication.
Alliages d'aluminium courants pour les boîtiers de circuits imprimés
| Alliage | Force | Conductivité thermique | Utilisation typique |
|---|---|---|---|
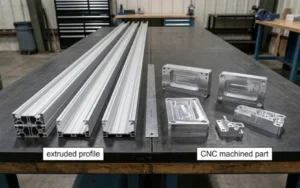
| 6063 | Moyen | Haut | enceinte extrudée profils |
| 6061 | Plus haut | Modéré | Boîtiers usinés CNC |
| 5052 | résistance de la feuille | Modéré | Boîtiers en tôle pliée |
6063 est idéal pour les extrusions grâce à sa finition de surface lisse et à sa bonne qualité anodisation réponse.
6061 offre une résistance supérieure pour l'usinage CNC.
Les propriétés des matériaux peuvent être vérifiées via ASM International.
Choisir l'alliage en fonction de :
- Volume de production
- Force requise
- Complexité d'usinage
- attentes en matière de finition de surface
Étape 3 – Sélectionner la méthode de fabrication
Le processus de fabrication détermine la structure des coûts, la quantité minimale de commande et le délai de livraison.
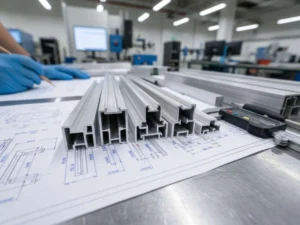
1. Boîtier de circuit imprimé en aluminium extrudé
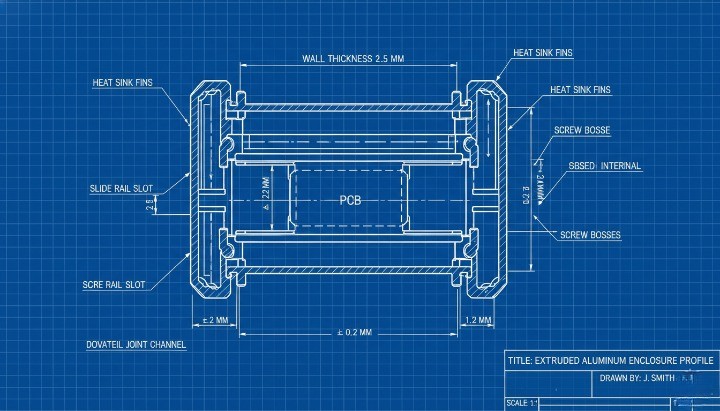
Idéal pour les boîtiers de profil long à sections transversales constantes.
Processus:
- Matrice d'extrusion sur mesure (outillage de 2 à 4 semaines)
- Extrusion de profilés
- Couper à la longueur
- Usinage CNC pour trous
- Traitement de surface
Avantages :
- Faible coût unitaire en volume
- rainures de glissement intégrées au circuit imprimé
- Bonne dissipation de la chaleur
Considération:
- coût initial de la matrice
- MOQ généralement requis
Profilé en aluminium extrudé pour boîtier de circuit imprimé, section transversale avec rails de glissement
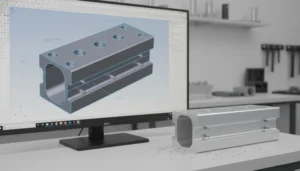
2. Boîtier en aluminium usiné CNC

Idéal pour :
- Production en faible volume
- géométries complexes
- Intégration du dissipateur thermique à base épaisse
Avantages :
- Pas d'outillage d'extrusion
- prototypage flexible
- Haute précision
Limitation:
- Coût unitaire plus élevé
- Temps d'usinage plus long
3. Fabrication de tôlerie
Utilise de la tôle 5052, le pliage et le soudage.
Convient pour :
- boîtes plus grandes
- Produits à faible demande thermique
- Production rapide sans filière d'extrusion
Étape 4 – Gestion thermique et conception CEM
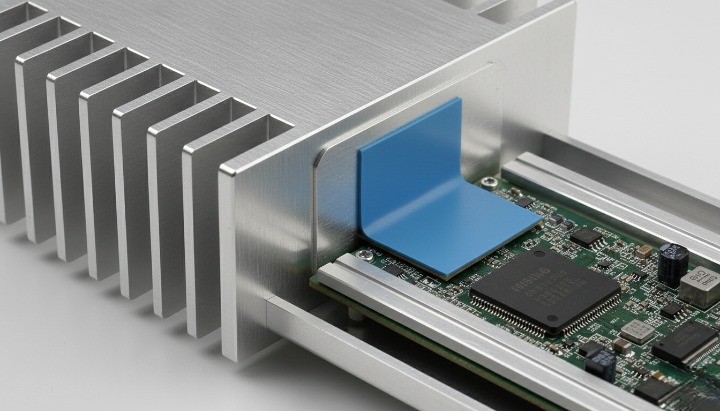
Les boîtiers en aluminium agissent comme des dissipateurs thermiques passifs.
Considérations relatives à la conception thermique :
- Augmenter l'épaisseur de la paroi pour favoriser la diffusion de la chaleur.
- Intégrer des ailerons externes
- Utilisez des pads thermiques entre le circuit imprimé et le boîtier.
- Positionnez les composants générateurs de chaleur près des parois de l'enceinte.
Selon Magazine de refroidissement électronique, Le matériau du boîtier influe considérablement sur les performances thermiques du système.
Méthodes de contrôle des interférences électromagnétiques :
- Assurez la continuité de la mise à la terre de l'enceinte.
- Utilisez des joints conducteurs pour les couvercles amovibles
- Évitez les grandes ouvertures de fente
- Maintenir le contact métal sur métal au niveau des joints
Une mise à la terre correcte garantit l'efficacité du blindage.
Boîtier en aluminium pour circuit imprimé avec dissipateur thermique intégré et contact thermique
Étape 5 – Finition de surface et protection contre la corrosion
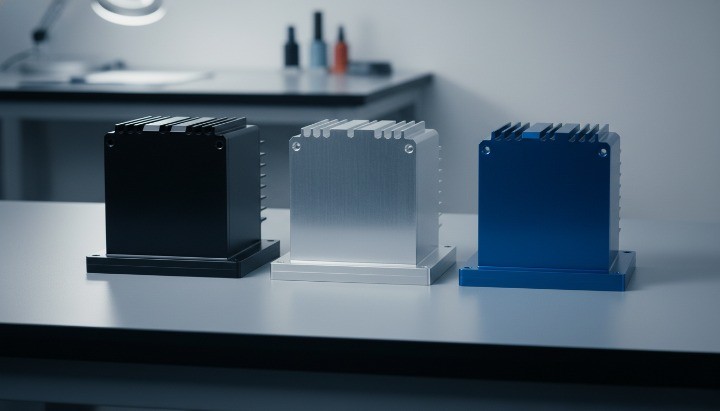
Le traitement de surface influe sur la durabilité et l'apparence.
Finitions courantes
- Anodisation (épaisseur de 5 à 25 μm)
- revêtement en poudre
- sablage
- Brossage
L'anodisation augmente la résistance à la corrosion et l'isolation électrique des couches superficielles.
Épaisseur typique d'anodisation pour l'électronique : 10–15 μm.
Pour les applications extérieures, envisager un test de brouillard salin conformément à la norme ASTM B117.
Étape 6 – Prototypage et tests
Avant la production de masse :
- Réaliser un prototype CNC
- Effectuer la vérification d'ajustement
- Effectuer des tests thermiques
- Vérifier les performances EMI
- Valider l'état de surface
Les outils de test peuvent inclure :
- chambre thermique
- test au brouillard salin
- testeur de dureté
- Spectromètre pour la vérification des alliages
L'étape de prototypage permet d'éviter les erreurs d'outillage dans les projets d'extrusion.
Étape 7 – Stratégie de production de masse et d'équipementier
Pour les boîtiers de circuits imprimés en aluminium extrudé :
- Délai de fabrication des matrices : 2 à 4 semaines
- Approbation de l'échantillon : 1 semaine
- Production en série : 2 à 3 semaines
La quantité minimale de commande (MOQ) typique varie en fonction de la complexité du profil et des exigences de finition.
Flux de production :
- Extrusion
- Traitement du vieillissement
- Usinage CNC
- finition de surface
- Inspection
- Conditionnement
Considérations relatives à l'exportation :
- Protection en mousse
- Renfort en carton
- choix entre fret maritime et aérien
Pour les acheteurs internationaux, veuillez vérifier la conformité aux directives RoHS et REACH.
Facteurs de répartition des coûts
| Facteur de coût | Niveau d'impact |
|---|---|
| Outillage (Filière d'extrusion) | Haut (initial) |
| Sélection d'alliages | Moyen |
| Temps d'usinage CNC | Haut |
| Traitement de surface | Moyen |
| MOQ | Haut |
| Emballage et expédition | Moyen |
La production en volume réduit considérablement le coût unitaire dans les projets d'extrusion.
Erreurs de conception courantes à éviter
- En négligeant la dilatation thermique
- Tolérances d'ajustement coulissant trop serrées
- Utilisation de l'acier 6061 pour le profil d'extrusion uniquement
- mauvaise continuité de la mise à la terre
- Conception sans jeu d'assemblage
Un boîtier bien conçu réduit le temps d'assemblage et les risques liés à la garantie.
FAQ
Quelle doit être l'épaisseur d'un boîtier de circuit imprimé en aluminium ?
L'épaisseur typique des parois varie de 1,5 mm à 3 mm en fonction des exigences structurelles et thermiques.
L'aluminium est-il préférable au plastique pour les boîtiers de circuits imprimés ?
Oui, lorsque la dissipation de chaleur et le blindage EMI sont nécessaires.
Quel est le MOQ typique pour les boîtiers en aluminium extrudé ?
La quantité minimale de commande dépend de la taille du profil et de la finition. De nombreux fournisseurs exigent une production par lots après la création de l'outillage.
Combien de temps faut-il pour fabriquer un boîtier en aluminium sur mesure ?
De la conception à la production en série, généralement 4 à 8 semaines, outillage compris.
Concevoir intelligemment, fabriquer efficacement
Un boîtier de circuit imprimé en aluminium est bien plus qu'une simple coque de protection. Il régule la chaleur, améliore la stabilité du signal et prolonge la durée de vie du produit. En optimisant dès le départ le choix de l'alliage, la méthode de fabrication et la conception thermique, on réduit les coûts et on améliore la fiabilité.
Intégrez la conception du boîtier à votre processus d'ingénierie, et non comme une simple réflexion après coup.
Démarrez votre projet de boîtier de circuit imprimé en aluminium sur mesure

Si vous développez un nouveau produit électronique, veuillez partager votre schéma de circuit imprimé et vos exigences mécaniques.
Notre équipe soutient :
- Profilés d'extrusion personnalisés
- Usinage CNC
- Anodisation et finition
- planification de la production OEM
- Emballage d'exportation
Envoyez vos plans pour évaluation et recevez un devis technique.