Aluminiumprofile sehen auf dem Papier einfach aus. In der Realität scheitern viele OEM-Projekte bei der CNC-Bearbeitung – nicht an der Maschine selbst, sondern an Fehlentscheidungen in der frühen Konstruktions- und Prozessphase. Käufer gehen oft davon aus, dass die CNC-Bearbeitung nach dem Extrudieren “alles regelt”. Diese Annahme führt zu instabilen Toleranzen, Nacharbeit und Lieferverzögerungen. Dieser Leitfaden erklärt… wie Aluminiumprofile in realen Fabriken CNC-bearbeitet werden, was Sie vor dem Versenden von Zeichnungen planen sollten und wie Sie Kosten, Lieferzeiten und Qualität in der OEM-Produktion kontrollieren können.
Wird dieses Thema im Rahmen eines OEM-Projekts geprüft, verwenden Sie bitte die hier enthaltenen Hinweise. CNC-Bearbeitung für Aluminiummastkomponenten. Dann überprüfen Präzisionsfertigung von Aluminiumrohren Und Senden Sie die Spezifikation für eine Werksanfrage., während man Materialressourcen der Aluminium Association Verfügbar für neutrale Terminologie und Normenkontexte.

Wie fertigt man Aluminiumprofile per CNC-Fräse?
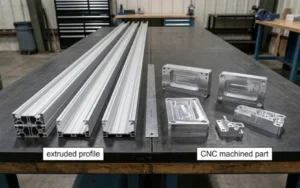
CNC-Bearbeitung von Aluminiumprofilen bedeutet Durchführung sekundärer Präzisionsbearbeitungen an vorextrudierten Aluminiumprofile. Das Extrusionsverfahren erzeugt einen konstanten Querschnitt. Die CNC-Bearbeitung fügt Merkmale hinzu, die mit dem Werkzeug nicht erzeugt werden können.

In der OEM-Produktion, CNC Die maschinelle Bearbeitung wird typischerweise verwendet, um:
- Erstellen Löcher, Spielautomaten, Taschen und Fäden
- Maschine Endflächen und Verbindungsmerkmale
- Erreichen Funktionstoleranzen Mit Extrusion allein nicht möglich.
CNC-Maschinen ersetzen nicht die Extrusionsgenauigkeit. Es funktioniert. zusätzlich zu den Extrusionstoleranzen, Deshalb ist es wichtig, beide Phasen zu verstehen.
Schrittweise CNC-Aluminium-Extrusionsprozess

1. Aluminiumextrusion und Alterung
- Aluminiumblöcke werden durch eine Düse extrudiert.
- Die Profile werden gestreckt, begradigt und auf die gewünschte Länge zugeschnitten.
- Durch Wärmebehandlung (T5 oder T6) werden die mechanischen Eigenschaften stabilisiert.
2. Vorschneiden und Prüfen
- Lange Profile werden auf CNC-fähige Längen zugeschnitten.
- Die Querschnittsabmessungen werden überprüft
- Oberflächenfehler werden vor der Bearbeitung aussortiert.
3. CNC-Spannvorrichtung und -Positionierung
- Profile werden mit Hilfe von Sonderanfertigungen
- Bezugsflächen werden definiert
- Eine fehlerhafte Vorrichtung ist die Hauptursache für Toleranzabweichungen.
4. CNC-Bearbeitungsvorgänge
- Bohren, klopfend, Mahlen, und Endbearbeitung
- Einseitige oder mehrseitige Bearbeitung je nach Konstruktion
- Die Zykluszeit hängt von der Anzahl der Features ab, nicht von der Profillänge.
5. Entgraten und Qualitätskontrolle
- Manuelles oder automatisches Entgraten
- Dimensionsprüfung
- Chargenkonsistenzprüfung
Gängige CNC-Bearbeitungen an Aluminiumprofilen

Typische CNC-Funktionen, die von OEM-Käufern angefragt werden, sind:
- Bohren: Befestigungslöcher, Befestigungsspielraum
- Klopfen: Gewindebohrungen zur Montage
- Nutfräsen: einstellbare Spuren oder Kanäle
- TaschenfräsenGewichtsreduzierung oder Freigabe
- Stirnflächenbearbeitung: präzise Länge und Rechtwinkligkeit
- LasermarkierungTeilenummern und Rückverfolgbarkeit
Jedes zusätzliche Merkmal erhöht die Rüst- oder Zykluszeit. Die Gruppierung von Merkmalen auf einer Bezugsfläche reduziert die Kosten.
Aluminiumlegierungen für die CNC-Bearbeitung von Strangpressprofilen

Die Legierung beeinflusst die Bearbeitbarkeit, die Festigkeit und die Oberflächenbeschaffenheit.
| Legierung | Typische Verwendung | Hinweise zur CNC-Bearbeitung |
|---|---|---|
| 6063 | Dekorative und leichte Konstruktionen | Sauberer Schnitt, gute Oberflächengüte |
| 6061 | Strukturelle und tragende Teile | Höhere Schnittkräfte, bessere Festigkeit |
| 6005A | Industrierahmen | Ausgewogene Festigkeit und Bearbeitbarkeit |
Für kosmetische Teile wird 6063 bevorzugt. Hinsichtlich der mechanischen Festigkeit ist 6061 bei der CNC-Bearbeitung formstabiler.
Toleranzen, die Sie realistisch erreichen können

Extrusionstoleranz und CNC-Toleranz zusammenstapeln.
| Merkmalsart | Typische Toleranz |
|---|---|
| Extrusionsquerschnitt | ±0,15–0,30 mm |
| CNC-Bohrposition | ±0,05–0,10 mm |
| Endflächenlänge | ±0,10 mm |
| Gewindetiefe | ±0,05 mm |
Wichtigste Erkenntnis:
- Lange Profile akkumulieren Fehler
- CNC-Maschinen können verdrehte oder verbogene Profile nicht korrigieren.
- Eine zu hohe Toleranzangabe erhöht die Kosten ohne funktionalen Nutzen.
Ausstattung und Positionierung: Der versteckte Kostentreiber

Die Vorrichtungen bestimmen die Wiederholgenauigkeit stärker als die Maschinenmarke.
Gute Ausstattung:
- Definiert ein stabiles Datum
- Verhindert Profilverformung
- Ermöglicht die Serienbearbeitung mit minimaler Neuausrichtung
Ursachen für mangelhafte Befestigungen:
- Fehlausrichtung der Bohrung
- Ausschuss bei der Serienfertigung
- Uneinheitliche Erstmustergenehmigung
Für wiederkehrende OEM-Bestellungen, Spezielle Leuchten reduzieren die Stückkosten im Laufe der Zeit..
Konstruktionstipps zur Reduzierung der CNC-Kosten bei Aluminiumprofilen
OEM-Käufer können die Kosten bereits vor Produktionsbeginn senken.
- Löcher und Schlitze ausrichten ein Referenzgesicht
- Vermeiden Sie tiefe Taschen in der Nähe dünner Wände
- Lochgrößen nach Möglichkeit standardisieren.
- Mehrseitige Bearbeitung minimieren
- Konstruktionsmerkmale, die zur Extrusionsgeometrie passen
Ein gut gestaltetes Profil reduziert die CNC-Zeit oft um 20–40%.
Lieferzeit, Mindestbestellmenge und Produktionsplanung
- Lieferzeit für Extrusionswerkzeuge: 7–14 Tage
- CNC-Probenahme: 3–5 Tage
- Massenproduktion: hängt von der Strukturdichte ab
Typische Mindestbestellmengen:
- Nur Extrusion: niedrig
- Extrusion + CNC: höher aufgrund von Einrichtungs- und Vorrichtungskosten
Für eine stabile Versorgung planen Sie die CNC-Bearbeitung. nach der Extrusionsfreigabe, nicht parallel.
Wenn CNC nicht die richtige Wahl ist
CNC-Bearbeitung ist nicht immer notwendig.
CNC-Bearbeitung vermeiden, wenn:
- Funktionen können in die Extrusionsdüse integriert werden.
- Toleranz ist funktionslos.
- Das Volumen ist zu gering, um die Anschaffung von Einrichtungsgegenständen zu rechtfertigen.
Alternativen sind beispielsweise die Optimierung der Werkzeugeinstellungen oder standardisierte Profile.
Was OEM-Käufer beachten sollten
Die CNC-Bearbeitung von Aluminiumprofilen ist nicht nur ein Nachbearbeitungsschritt. Sie ist Teil eines Systems, das mit der Profilkonstruktion beginnt. Projekte sind dann erfolgreich, wenn Strangpressen, Vorrichtungen und CNC-Bearbeitung gemeinsam geplant und nicht als separate Schritte behandelt werden.
Starten Sie Ihr CNC-Aluminium-Extrusionsprojekt mit Zuversicht
Wenn Sie Aluminiumprofile mit CNC-Bearbeitung beziehen, geben Sie bitte Folgendes an:
- Bewerbungsvoraussetzungen
- Funktionale Toleranzen
- Geschätztes Auftragsvolumen
Eine klare Vorabinformation führt zu schnelleren Angeboten, stabileren Preisen und planbarer Lieferung.
Verwandte Leitfäden und Ressourcen
Weiterlesen
Anodisieren von Oberflächen · CNC-Bearbeitung · Aluminium-Strangpressprofile · Herstellung eines Aluminium-Leiterplattengehäuses · Aluminium polieren Industrielle Aluminium-Schweißführung Hochfest Teleskop T • Intelligente Beschaffung von Aluminium-Extrusionsprofilen für die Fertigung • Der umfassende Leitfaden zur Pulverbeschichtung von Aluminium • Wofür werden U-Profile aus Aluminium verwendet? • Was ist ein extrudierter Kühlkörper? • OEM-Beschaffung für extrudierte Kühlkörper
Ähnliche Produkte: Ähnliche Produkte entdecken Und Lösungen zum Abgleich von Bewertungen.