Para gerentes de compras e compradores de OEMs, o processo de fabricação de perfis de alumínio é mais do que um mero detalhe técnico — ele é o indicador do sucesso do seu produto no mercado. Ao adquirir postes telescópicos de alumínio para grandes varejistas como a Home Depot ou distribuidores especializados em piscinas, a diferença entre um produto de alta qualidade e um produto com alto índice de devoluções muitas vezes reside nos detalhes da produção.
Compreender o "como" permite que você faça as perguntas certas. Ajuda a distinguir entre uma fábrica que simplesmente corta metal e um parceiro que projeta confiabilidade. Este guia detalha a fabricação de sistemas de perfis de alumínio, com foco nas necessidades específicas de aplicações em postes telescópicos.
1. Seleção de Materiais: Começando com o Tarugo Certo
Perfis excelentes começam com química pura. Utilizamos estritamente ligas de alumínio da série 6000, principalmente. 6063, conhecido como "alumínio arquitetônico"."
- Por que 6063? Oferece um excelente equilíbrio entre extrudabilidade e qualidade de acabamento superficial.
- Por que não sucatear? A utilização de sucata reciclada com impurezas não controladas resulta em estrias na superfície e pontos fracos. Nós utilizamos perfis de alumínio primário para garantir a integridade estrutural.
Ponto-chave: Para postes telescópicos que exigem alta estética superficial e resistência moderada, o alumínio 6063-T5 ou T6 é a referência do setor.
![Imagem de espaço reservado: Tarugos de alumínio empilhados prontos para o forno]
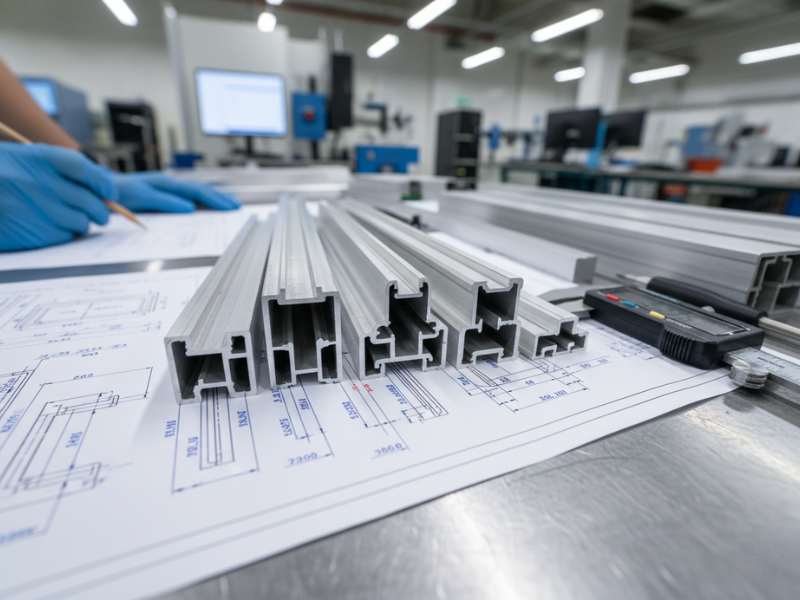
2. Extrusão de Precisão: Moldando o Formato
O processo de extrusão é onde o tarugo bruto se transforma no perfil específico que você deseja. O tarugo é aquecido a aproximadamente 450°C–500°C até que fique macio, mas permaneça sólido. Um potente pistão hidráulico força então o alumínio através de uma matriz de aço.
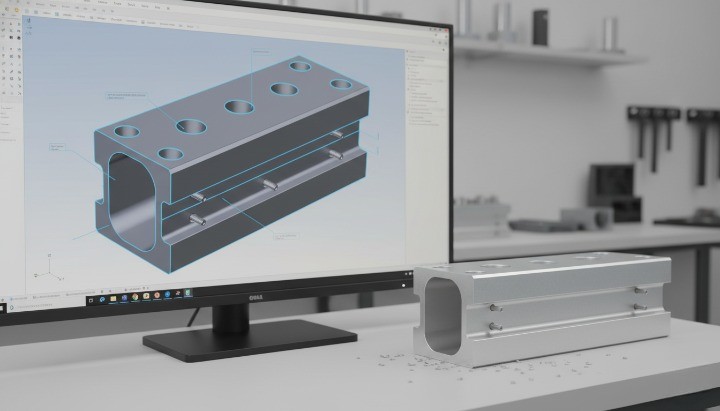
A importância do projeto de matrizes
Para sistemas telescópicos, a interação entre os tubos interno e externo é crucial. Se a espessura da parede do chip variar, mesmo que por alguns milímetros, essa interação pode ser muito significativa. 0,1 mm, o poste pode emperrar ou vibrar.
- Controle de fluxo: Monitoramos a velocidade do fluxo de metal para evitar torções.
- Resfriamento: À medida que o perfil sai da matriz, ele deve ser resfriado (temperado) uniformemente. O resfriamento irregular causa curvatura, o que compromete a retidão necessária para postes de longo alcance.
![Imagem de espaço reservado: Perfil de alumínio saindo da prensa de extrusão]
3. Envelhecimento e Endurecimento: Obtendo a Têmpera Correta
Recém-prensado, o alumínio é relativamente macio. Para suportar as forças de alavancagem aplicadas a uma vara de piscina de 3,6 metros (12 pés) totalmente estendida, o metal precisa ser temperado.
Utilizamos fornos de envelhecimento para atingir a dureza necessária:
- Tempera T5: Resfriado após a prensagem e envelhecido artificialmente. Adequado para formatos em geral.
- Tempera T6: Tratada termicamente em solução e envelhecida artificialmente. Isso proporciona maior resistência à tração, tornando-a a escolha preferida para hastes de extensão de alta resistência que precisam suportar a flexão sob carga.
Ponto de dados: Um perfil T6 pode lidar com aproximadamente 20-30% maior estresse carrega mais do que um perfil T5 de mesma dimensão.
4. Tratamento de superfície: Anodização para maior durabilidade
Esta etapa é crucial para produtos destinados a ambientes de piscina ou expositores de varejo ao ar livre. O alumínio bruto oxidará e perderá o brilho com o tempo.
O processo de anodização
Imersamos os perfis em um banho de ácido eletrolítico. Isso cria uma camada de óxido dura e protetora na superfície.
- A espessura importa: Para produtos de varejo padrão, normalmente aplicamos um 10–12 micrômetros camada. Para ambientes agressivos (como piscinas de água salgada), recomendamos aumentar isso para 15+ mícrons.
- Consistência de cor: O controle da química do banho garante que o acabamento prateado, preto ou dourado no primeiro polo corresponda ao do 10.000º polo. Essa consistência é um requisito estrito para as prateleiras da Ross ou do Walmart.
![Imagem de espaço reservado: Tanques de anodização com perfis de alumínio submersos]
Opção de revestimento em pó
Para cores de marca (por exemplo, azul brilhante ou amarelo de segurança), utilizamos revestimento eletrostático em pó. Isso proporciona um acabamento mais espesso e alta resistência a impactos.
5. Corte de Precisão e Montagem Telescópica
Após a conclusão dos perfis longos (geralmente de 6 metros), eles seguem para o departamento de fabricação. É aqui que o perfil se transforma em produto.
Gestão de Tolerância
Cortar não é apenas picar. Cortamos em comprimentos precisos para garantir que a sobreposição entre as seções do tubo corresponda às especificações de engenharia.
- Rebarbação: As arestas afiadas são removidas para evitar ferimentos e garantir um deslizamento suave.
- Instalação da fechadura: Quer você opte por uma trava externa ou uma trava interna giratória, o encaixe da montagem deve ser firme. Um encaixe frouxo passa uma sensação de produto "barato" para o consumidor final.
![Imagem de espaço reservado: Operário montando mecanismo de travamento de poste telescópico]
6. Controle de Qualidade: O Padrão do Varejo
Antes do embalamento, seu pedido passa por um rigoroso protocolo de controle de qualidade, projetado para atender aos padrões internacionais de varejo (AQL 2.5/4.0).
- Verificação dimensional: O paquímetro verifica os diâmetros internos e externos.
- Teste de função: Cada lote é testado quanto à suavidade da extensão e à resistência do travamento.
- Aparência: Inspeção visual sob iluminação padrão para detectar arranhões, amassados ou discrepâncias de cor.
- Teste de névoa salina: Simulamos anos de exposição à corrosão para validar a qualidade da anodização.
Resumo
A produção de um sistema de perfis de alumínio de alta qualidade é uma sequência de eventos precisos. Da pureza do tarugo de alumínio 6063 ao controle do banho de anodização, cada etapa impacta a experiência final do usuário.
Ao estabelecer parceria com um fabricante que controla rigorosamente essas variáveis, você protege a reputação da sua marca e garante que seus envios sejam aceitos pelos principais varejistas sem problemas.
Pronto para discutir suas especificações?
Se precisar de orientação para selecionar a liga ou a espessura de parede adequadas para o seu próximo projeto, nossa equipe de engenharia está à disposição para ajudar.