
Découpe CNC
Les scies à servocommande coupent les tubes anodisés à une longueur de section télescopique à ±0,2 mm près, avec un ébavurage en ligne dans le même cycle pour protéger l'ajustement coulissant du tube intérieur.

Processus de fabrication
Xingyong court à chaque étape de perche télescopique de piscine Une production intégrée au sein d'une seule usine du Jiangsu : de la fabrication additive et de l'extrusion d'aluminium 6063 à l'anodisation, en passant par l'usinage CNC, le verrouillage plastique, l'assemblage et le conditionnement prêt pour la vente. Depuis 2010, cette chaîne de production intégrée a permis d'approvisionner des détaillants dans plus de 50 pays, y compris les principales chaînes de grande distribution américaines.
Étape 01
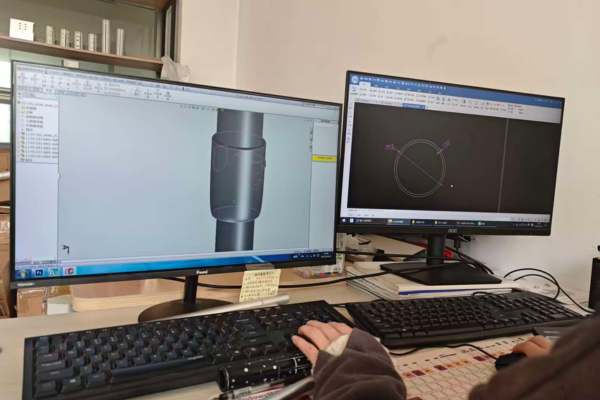
L'équipe d'ingénierie de Xingyong accepte les fichiers CAO, STEP, IGES, PDF, les croquis à main levée ou les échantillons physiques et les convertit en un plan de perche télescopique exploitable pour la fabrication. Nous évaluons le diamètre extérieur et intérieur des tubes, l'épaisseur des parois, la géométrie du verrouillage et le jeu entre les sections afin que la perche finie coulisse en douceur et se verrouille sans jeu – le problème de tolérance le plus critique dans toute structure multi-sections. poteau de billard.
Pour les marques de piscines qui ne présentent qu'un concept, nous proposons une structure adaptée à vos besoins : verrouillage par came invisible, positionnement interne, butée de fin de course, fixation magnétique ou filetée. L'étape 01 génère un dessin 2D validé DFM ainsi qu'un fichier STEP 3D prêt pour l'outillage.
Consultez les formats d'entrée et la politique relative aux adresses IP sur Services OEM et personnalisés, ou passez à capacités pour le menu complet de la structure.
Étape 02
Chaque lot de billettes est vérifié sur un Spectromètre d'émission optique d'Oxford pour la composition chimique avant l'entrée dans la file d'impression. Nous avons en stock aluminium 6063 pour la majeure partie de perche télescopique extrusion de tubes et 6061 pour les poignées et les connecteurs structurels à charge élevée.
Les billettes non conformes aux contrôles de composition, de surface ou de dureté sont rejetées à la réception et n'atteignent jamais la presse. C'est le point le plus économique de la chaîne de production pour stopper un problème de tolérance, et la base des six étapes suivantes.
Certificats d'usine par EN 10204 3.1 sont disponibles sur demande. L'étendue complète de la traçabilité est sur le assurance qualité page.

Étape 03

L'atelier d'extrusion de Xingyong exploite 14 presses à sens unique allant de 350T à 2000T, avec une capacité mensuelle de 3 000 tonnes. aluminium extrudé. Les profils sont produits par ASTM B221: sections transversales de poteaux télescopiques rondes, ovales et sur mesure.
C'est à cette étape que l'ajustement des perches télescopiques multi-sections est garanti. Nous maintenons le diamètre extérieur, le diamètre intérieur, l'épaisseur de paroi, la circularité et la rectitude dans des tolérances très strictes sur toute la longueur, et nous reproduisons ces spécifications lot après lot. Cette constance dimensionnelle permet à une perche de piscine à 3, 4 ou 5 sections de coulisser en douceur et sans jeu, et évite aux équipes d'assurance qualité des détaillants de piscines de refuser les conteneurs à réception.
La liste des presses, la logique de sélection du tonnage et les capacités de profilage sont détaillées sur le capacités page.
Étape 04
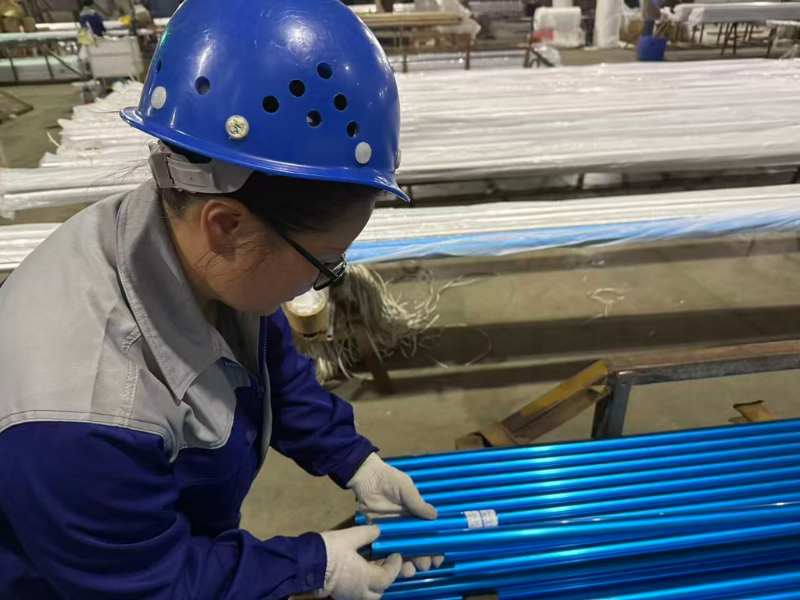
Les tubes extrudés sont acheminés vers deux grands automates. anodisation Des lignes de production sont dédiées aux finitions les plus demandées par les marques de piscines : noir, mat, satiné, bleu, or, champagne et argent. Trois sableuses à barre longue et deux à barre courte alimentent ces lignes pour la préparation des surfaces.
L'anodisation d'une perche de piscine ne se limite pas à la couleur. L'épaisseur du film détermine sa résistance à long terme au chlore, à l'eau salée et aux UV au bord de la piscine. Le sablage préalable à l'anodisation contrôle le coefficient de friction entre les sections télescopiques, assurant ainsi un verrouillage optimal. L'épaisseur du film est vérifiée à l'aide d'un appareil de mesure et la correspondance des couleurs est contrôlée sous une boîte à lumière calibrée pour chaque lot.
Une station d'épuration des eaux usées sur site traite tous les effluents d'anodisation — voir Certification ISO 14001 pour le périmètre de la gestion environnementale.

Étape 05
Les tubes anodisés subissent six opérations de post-traitement internes. Chaque étape comporte son propre contrôle qualité avant que le tube ne poursuive son processus de fabrication.
Les scies à servocommande coupent les tubes anodisés à une longueur de section télescopique à ±0,2 mm près, avec un ébavurage en ligne dans le même cycle pour protéger l'ajustement coulissant du tube intérieur.

Les perceuses et poinçons multibroches créent des trous pour boutons de verrouillage, des trous pour rivets et des trous pour goupilles traversantes en une seule passe de fixation afin de maintenir l'alignement angulaire en dessous de 0,5°.

Les fentes latérales pour les cames de verrouillage et les filetages taraudés pour les embouts sont usinés en ligne — les tarauds sont contrôlés après chaque lot pour maintenir l'engagement du filetage dans les spécifications.

Les manchons rotatifs réduisent l'épaisseur des tubes afin que la section télescopique suivante puisse les recevoir. La redistribution de l'épaisseur de paroi est contrôlée pour éviter les plis à la transition.
Les extrémités des tubes d'accouplement sont évasées pour recevoir des sections rétrécies — le diamètre intérieur de l'évasement est maintenu dans la même plage de tolérance que le diamètre extérieur qu'il reçoit, de sorte que le joint coulisse sans blocage.

Le chanfreinage et le roulage des bords protègent le bord du tube contre l'écaillage de l'anodisation lors de son utilisation au bord de la piscine et empêchent les embouts de se rayer lors de leur insertion.
Liste complète des machines et plages de tolérance sur le capacités page.
Étape 06
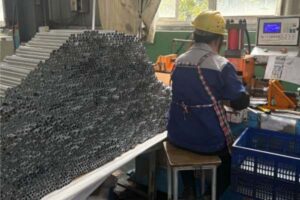
C’est ce qui distingue Xingyong des autres fabricants de poteaux qui se contentent d’extrusion. Nous moulons par injection et assemblons les cames de verrouillage en plastique, les butées internes, les embouts, les connecteurs, les amortisseurs en caoutchouc et les poignées surmoulées sur le même site de production du Jiangsu que les tubes. Aucun fournisseur de plastique externe, aucun risque lié au transport, aucun contrôle qualité entre deux usines.
Chaque section de tube est associée à son verrou et à sa butée correspondants avant l'assemblage. La force de glissement est vérifiée par rapport à la courbe de spécifications afin que chaque barre de piscine finie s'étende et se verrouille de manière identique – un détail que les équipes d'assurance qualité des détaillants de piscines repèrent immédiatement lors de l'audit des conteneurs entrants.
Les systèmes de verrouillage personnalisés (à came cachée, à positionnement interne, à butée, magnétiques, filetés) transitent tous par ce même pipeline sous un seul toit. Services OEM pour consulter le menu complet de la structure et la politique d'outillage.

Étape 07
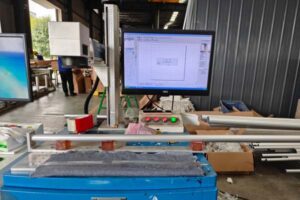
Les lasers à fibre gravent directement le logo de votre marque, la référence, le pays d'origine, le code de lot ou le code-barres sur la surface anodisée — de façon permanente, sans étiquettes sensibles au chlore qui risquent de se décoller au bord de la piscine.
L'échantillonnage pour l'assemblage final comprend le contrôle de la force de glissement, de l'engagement du verrou, du contrôle dimensionnel, de la correspondance de la couleur de finition et de la résistance à la traction — des protocoles alignés sur ASTM B117 Méthodes de brouillard salin et de traction ASTM, résultats classés par lot.

Boîtes de couleur personnalisées, film rétractable, cartes d'en-tête, étiquettes de suspension et cartons maîtres dimensionnés pour le remplissage de conteneurs 40HQ — conçus pour passer la réception des grandes boîtes (style Walmart, Home Depot, Ross) dès la première inspection.
Les méthodes d'essai au brouillard salin, de traction, de dureté et d'épaisseur de film sont détaillées sur le site web. assurance qualité page. Les références des poteaux de piscine expédiables sont disponibles sur perches télescopiques de piscine.
Les commandes répétées de perches télescopiques standard pour piscine sont généralement expédiées 30 à 40 jours après la commande. Pour les premières commandes nécessitant un nouvel outillage, prévoyez 15 à 25 jours supplémentaires pour le développement du moule et la réalisation d'un petit lot d'essai avant la production en série. Des créneaux de livraison express et des expéditions fractionnées sont disponibles ; veuillez confirmer le délai exact auprès de votre interlocuteur commercial, car la file d'attente des presses et le traitement des lots de couleurs d'anodisation influent sur le planning. (Délais de livraison exacts : à confirmer.)
Les perches télescopiques pour piscine constituent notre principale gamme de produits : perches de nettoyage, perches pour épuisettes, perches pour brosses, perches pour aspirateurs et tubes pour enrouleurs de couvertures de piscine. Notre processus de fabrication en sept étapes permet également de produire des perches télescopiques pour le nettoyage des vitres, les rouleaux à peinture et divers usages industriels. Toutefois, la gamme de couleurs d'anodisation, la tolérance d'ajustement et les spécifications de résistance à la corrosion sont optimisées en priorité pour les environnements chlorés et salés des abords de piscine.
Oui. Nous acceptons les dessins aux formats STEP, IGES, DWG et PDF, les croquis à main levée et les échantillons physiques. L'équipe Step 01 DFM les examine et vous fournit un rapport de fabricabilité (généralement sous 3 à 5 jours ouvrés), signalant tout élément susceptible d'affecter l'ajustement glissant, le coût d'outillage ou le rendement d'assemblage avant l'établissement de votre devis. Voir Services OEM pour la liste complète des formats d'entrée et la politique relative aux adresses IP.
L'aluminium 6063 est le matériau de prédilection pour la plupart des tubes de perches télescopiques : il s'extrude facilement en profilés ronds et ovales à parois minces et s'anodise pour obtenir une couleur uniforme. L'aluminium 6061 est utilisé pour les pièces soumises à des charges plus importantes, comme les poignées et les connecteurs structurels. Les deux types d'aluminium sont livrés avec un certificat d'usine et sont contrôlés par spectromètre 100% à réception. ASTM B221 avant qu'ils n'intègrent la file d'attente des journalistes.
Fabrication en interne. Les cames de verrouillage en plastique, les butées internes, les embouts, les connecteurs, les amortisseurs en caoutchouc et les poignées surmoulées sont tous moulés par injection et assemblés sur le même site de Jiangsu que les tubes en aluminium. Cela élimine les problèmes de contrôle qualité liés aux différents fournisseurs, principale cause des vibrations et des dysfonctionnements des systèmes de verrouillage rencontrés avec les produits provenant de fournisseurs spécialisés dans l'extrusion.
Oui. Le marquage laser à fibre grave de façon permanente les logos, les références, le pays d'origine, les numéros de lot et les codes-barres sur la surface anodisée, sans utiliser d'étiquettes sensibles au chlore. Nos options d'emballage comprennent des boîtes de couleur personnalisées, du film rétractable, des en-têtes, des étiquettes volantes et des cartons d'emballage optimisés pour le remplissage des conteneurs 40HQ. Nombre de nos boîtes sont conçues pour passer le contrôle qualité des grandes surfaces (type Walmart, Home Depot, Ross) dès la première inspection.
Envoyez les spécifications, un échantillon ou un fichier CAO — retour DFM en 3 à 5 jours, devis en 24 heures.