
CNC-Bearbeitung
Servogespeiste Sägen schneiden eloxierte Rohre auf die Länge des Teleskopteils innerhalb von ±0,2 mm, wobei im selben Arbeitsgang ein Entgraten erfolgt, um die Gleitpassung des Innenrohrs zu schützen.

Herstellungsprozess
Xingyong leitet jede Phase von Teleskopstange für den Pool Die gesamte Produktion findet unter einem Dach in Jiangsu statt – von der DFM- und 6063-Aluminium-Extrusion über die Anodisierung, CNC-Nachbearbeitung, Kunststoffverriegelung und Montage bis hin zur verkaufsfertigen Verpackung. Seit 2010 beliefert diese Produktionskette aus einer einzigen Fabrik Einzelhändler in über 50 Ländern, darunter auch führende US-amerikanische Handelsketten.
Schritt 01
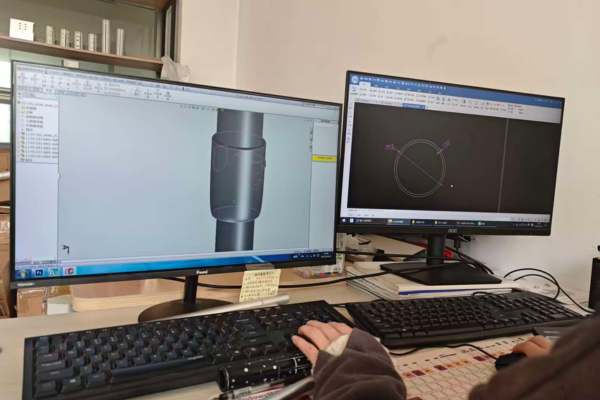
Das Ingenieurteam von Xingyong verarbeitet CAD-, STEP-, IGES- und PDF-Dateien, Handskizzen und physische Muster und erstellt daraus eine fertigungsgerechte Zeichnung für eine Teleskopstange. Wir prüfen Außen- und Innendurchmesser, Wandstärke, Verriegelungsgeometrie und das Spiel zwischen den Segmenten, damit die fertige Stange reibungslos gleitet und wackelfrei einrastet – die größte Herausforderung bei der Toleranzanpassung in mehrteiligen Konstruktionen. Poolstange.
Für Poolmarken, die lediglich ein Konzept vorlegen, entwickeln wir eine auf Ihren Angaben basierende Konstruktion: verdeckte Nockenverriegelung, interne Positionierung, Endanschlag, Magnet- oder Gewindebefestigung. Das Ergebnis von Schritt 01 ist eine DFM-geprüfte 2D-Zeichnung sowie eine 3D-STEP-Datei, die für die Werkzeugfertigung bereit ist.
Siehe Eingabeformate und IP-Richtlinien auf OEM- und kundenspezifische Dienstleistungen, oder springen Sie zu Fähigkeiten für das vollständige Strukturmenü.
Schritt 02
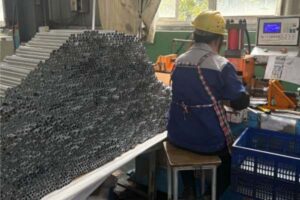
Jede Charge Rohlinge wird auf einem Prüfsystem überprüft. Oxford-Emissionsspektrometer Wir prüfen die chemische Zusammensetzung, bevor das Produkt in die Druckerei gelangt. Wir haben es auf Lager. Aluminium 6063 für den Großteil Teleskopstange Rohrextrusion und 6061 für Griffe und Strukturverbinder mit höherer Belastbarkeit.
Rohlinge, die die Prüfung auf Zusammensetzung, Oberfläche oder Härte nicht bestehen, werden an der Warenannahme aussortiert und gelangen nie zur Presse. Dies ist die kostengünstigste Stelle im Produktionsprozess, um ein Toleranzproblem zu beheben – und die Grundlage für die nächsten sechs Schritte.
Werkszertifikate pro EN 10204 3.1 sind auf Anfrage erhältlich. Der vollständige Umfang der Rückverfolgbarkeit ist auf der Website zu finden. Qualitätssicherung Seite.

Schritt 03

Die Extrusionsanlage von Xingyong betreibt 14 Vorwärts- und Rückwärtspressen mit Presskräften von 350 bis 2000 Tonnen und einer monatlichen Kapazität von 3000 Tonnen. extrudiertes Aluminium. Profile werden pro Person erstellt. ASTM B221: runde, ovale und kundenspezifische Teleskopmastquerschnitte.
Hier wird die Passgenauigkeit der mehrteiligen Teleskopstangen festgelegt. Wir halten Außendurchmesser, Innendurchmesser, Wandstärke, Rundheit und Geradheit über lange Längen hinweg innerhalb enger Toleranzbereiche und gewährleisten die Einhaltung dieser Spezifikationen Charge für Charge. Diese Maßgenauigkeit sorgt dafür, dass sich 3-, 4- oder 5-teilige Poolstangen reibungslos und klapperfrei verschieben lassen – und verhindert, dass die Qualitätssicherungsteams der Poolhändler eingehende Lieferungen zurückweisen.
Die Pressliste, die Logik zur Tonnageauswahl und die Profilfähigkeit werden detailliert beschrieben auf der Fähigkeiten Seite.
Schritt 04
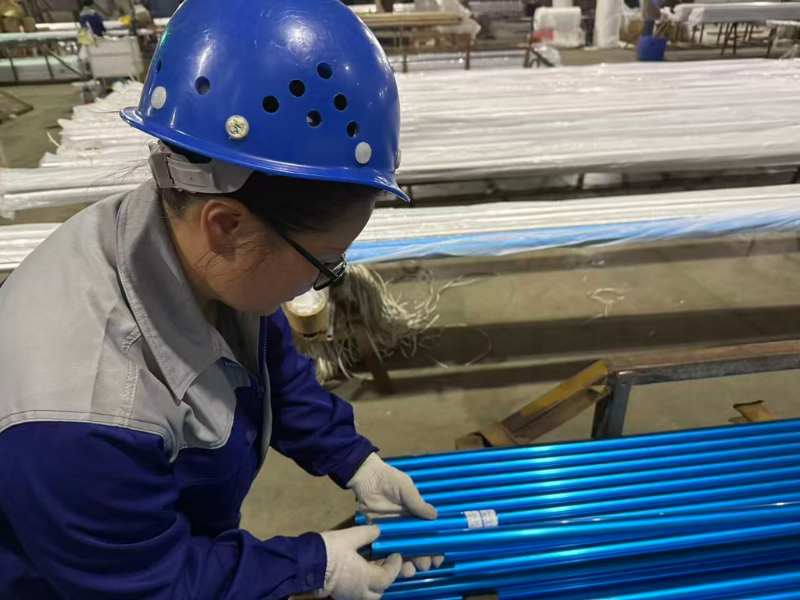
Die extrudierten Rohre gelangen zu zwei großen automatischen Anlagen Anodisieren Es gibt separate Anlagen für die von Poolherstellern am häufigsten nachgefragten Oberflächen: Schwarz, Matt, Satin, Blau, Gold, Champagner und Silber. Drei Langstrahl- und zwei Kurzstrahlgeräte beschicken die Anlagen zur Oberflächenvorbereitung.
Die Anodisierung von Poolstangen ist mehr als nur die Farbgebung. Die Schichtdicke bestimmt die Langzeitbeständigkeit gegenüber Chlor, Salzwasser und UV-Strahlung am Pooldeck. Das vor der Anodisierung durchgeführte Sandstrahlen optimiert den Reibungskoeffizienten zwischen den Teleskopsegmenten, sodass die Verbindungen sicher greifen und nicht verrutschen. Die Schichtdicke wird mit einem Schichtdickenmessgerät überprüft und die Farbübereinstimmung bei jeder Charge unter einer kalibrierten Lichtbox kontrolliert.
Eine betriebseigene Abwasseraufbereitungsanlage behandelt alle Abwässer aus dem Anodisierungsprozess – siehe ISO 14001-Zertifizierung für den Bereich des Umweltmanagements.

Schritt 05
Anodisierte Rohre durchlaufen sechs interne Nachbearbeitungsschritte. Jede Station verfügt über eine eigene Qualitätskontrolle, bevor das Rohr weitergeleitet wird.
Servogespeiste Sägen schneiden eloxierte Rohre auf die Länge des Teleskopteils innerhalb von ±0,2 mm, wobei im selben Arbeitsgang ein Entgraten erfolgt, um die Gleitpassung des Innenrohrs zu schützen.

Mehrspindelbohr- und -stanzmaschinen erzeugen in einem einzigen Spannvorgang Verriegelungsknopflöcher, Nietlöcher und Durchgangsstiftlöcher, um die Winkelausrichtung unter 0,5° zu halten.

Seitliche Schlitze für die Verriegelungsnocken und Gewinde für die Endkappen werden inline gefräst – die Gewindebohrer werden nach jeder Charge vermessen, um sicherzustellen, dass der Gewindeeingriff innerhalb der Spezifikation liegt.

Rotationsverjünger reduzieren die Rohrenden, sodass sie in das nächste Teleskopsegment passen. Die Wandstärkenverteilung wird kontrolliert, um Faltenbildung am Übergang zu vermeiden.
Die zusammenpassenden Rohrenden sind aufgeweitet, um verjüngte Abschnitte aufzunehmen – der Innendurchmesser der Aufweitung liegt innerhalb des gleichen Toleranzbereichs wie der Außendurchmesser, den sie aufnimmt, sodass die Verbindung ohne Klemmen gleitet.

Durch das Abschrägen und Umrollen der Kanten wird der Rohrrand vor Abplatzungen der Anodisierung bei der Verwendung am Pool geschützt und ein Verkratzen der Endkappen beim Einsetzen verhindert.
Vollständige Maschinenliste und Toleranzbereiche auf der Fähigkeiten Seite.
Schritt 06
Das unterscheidet Xingyong von reinen Extrusionsherstellern für Stangen. Wir spritzgießen und montieren die Kunststoff-Verriegelungsnocken, Innenanschläge, Endkappen, Verbinder, Gummidämpfer und umspritzten Griffe am selben Standort in Jiangsu wie die Rohre. Keine Koordination mit einem separaten Kunststofflieferanten, kein Risiko beim Wareneingang, keine Lücke in der Qualitätskontrolle zwischen zwei Werken.
Jedes Rohrsegment wird vor der Montage mit dem passenden Verschluss und Anschlag versehen. Die Gleitkraft wird anhand der Spezifikationskurve überprüft, sodass sich jede fertige Poolstange mit dem gleichen Gefühl ausziehen und verriegeln lässt – ein Detail, das den Qualitätssicherungsteams der Poolhändler bei der Prüfung der eingehenden Lieferungen sofort auffällt.
Alle kundenspezifischen Verriegelungssysteme (versteckte Kamera, Innenpositionierung, Endanschlag, Magnetverriegelung, Gewindeverriegelung) laufen über dieselbe zentrale Rohrleitung. Siehe OEM-Dienstleistungen für das vollständige Strukturmenü und die Werkzeugrichtlinie.

Schritt 07
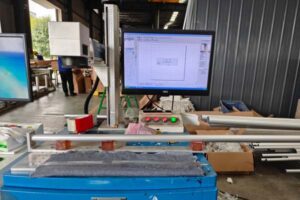
Faserlaser gravieren Ihr Markenlogo, Ihre Artikelnummer, das Herkunftsland, den Chargencode oder den Barcode direkt auf die eloxierte Oberfläche – dauerhaft und ohne chlorempfindliche Etiketten, die sich am Pool ablösen könnten.
Die Stichprobenprüfung der Endmontage umfasst Gleitkraft, Verriegelungseingriff, Maßkontrolle, Farbübereinstimmung der Oberfläche und Zugfestigkeit – gemäß den entsprechenden Protokollen. ASTM B117 Salzsprüh- und ASTM-Zugversuche, Ergebnisse chargenweise dokumentiert.

Individuell gestaltete Farbboxen, Schrumpffolie, Headerkarten, Aufhängeetiketten und Masterkartons, die für die Befüllung von 40-Fuß-High-Cube-Containern ausgelegt sind – so konzipiert, dass sie die Warenannahme großer Handelsketten (Walmart, Home Depot, Ross-Stil) bei der ersten Inspektion problemlos passieren.
Die Prüfverfahren für Salzsprühnebel, Zugfestigkeit, Härte und Schichtdicke werden detailliert beschrieben. Qualitätssicherung Seite. Versandfähige Poolstangen-Artikelnummern finden Sie unter Teleskopstangen für den Pool.
Nachbestellungen von Standard-Pool-Teleskopstangen werden in der Regel 30–40 Tage nach Bestelleingang versandt. Bei Erstbestellungen, die neue Werkzeuge erfordern, verlängert sich die Lieferzeit um 15–25 Tage für die Werkzeugentwicklung und eine Kleinserien-Testproduktion vor der Serienproduktion. Expresslieferungen und Teillieferungen sind möglich – die genaue Lieferzeit erfragen Sie bitte bei Ihrem Vertriebsmitarbeiter, da die Auslastung der Druckmaschinen und die Chargenauswahl für die Eloxierung den Zeitplan beeinflussen. (Genaue Lieferzeiträume: Noch zu bestätigen.)
Teleskopstangen für Pools bilden unser Hauptprodukt – darunter Poolreinigungsstangen, Kescherstangen, Bürstenstangen, Saugstangen und Abdeckungsrollen. Mit demselben siebenstufigen Produktionsprozess fertigen wir auch Teleskopstangen für die Fensterreinigung, Farbroller und allgemeine industrielle Anwendungen. Die Anodisierungsfarben, die Passgenauigkeit und die Korrosionsbeständigkeit sind jedoch primär auf die Anforderungen von Chlor- und Salzwasserumgebungen am Pool abgestimmt.
Ja. Wir akzeptieren STEP-, IGES-, DWG- und PDF-Zeichnungen, Handskizzen und physische Muster. Das Step 01 DFM-Team prüft die Dokumente und erstellt – in der Regel innerhalb von 3–5 Werktagen – einen Bericht zur Herstellbarkeit, in dem alle Punkte hervorgehoben werden, die die Gleitpassung, die Werkzeugkosten oder die Montageausbeute beeinträchtigen könnten, bevor wir ein Angebot erstellen. Siehe OEM-Dienstleistungen Die vollständige Liste der Eingabeformate und die IP-Richtlinien finden Sie hier.
Aluminium 6063 ist das Standardmaterial für die meisten Teleskopstangenrohre – es lässt sich sauber zu dünnwandigen runden und ovalen Profilen extrudieren und gleichmäßig eloxieren. 6061 kommt dort zum Einsatz, wo die Bauteile höheren Belastungen ausgesetzt sind, wie z. B. bei Griffen und Strukturverbindern. Beide Aluminiumsorten werden mit Werkszeugnissen geliefert und im Rahmen der Wareneingangskontrolle gemäß 100% spektrometrisch geprüft. ASTM B221 bevor sie sich in die Presseschlange einreihen.
Die gesamte Fertigung erfolgt im eigenen Haus. Kunststoff-Verriegelungsnocken, Innenanschläge, Endstopfen, Verbinder, Gummidämpfer und umspritzte Griffe werden im selben Werk in Jiangsu wie die Aluminiumrohre spritzgegossen und montiert. Dadurch entfällt die Qualitätslücke zwischen verschiedenen Zulieferern, die die häufigste Ursache für Reklamationen wie "klappernde Stangen" oder "nicht greifende Verriegelungen" beim Kauf von Produkten ausschließlich von Extrusionsherstellern ist.
Ja. Die Faserlasermarkierung graviert Markenlogos, Artikelnummern, Herkunftsland, Chargennummern und Barcodes dauerhaft auf die eloxierte Oberfläche – ganz ohne chlorempfindliche Etiketten. Wir bieten Verpackungsoptionen wie individuell gestaltete Farbkartons, Schrumpffolie, Headerkarten, Anhänger und Umkartons, die optimal auf die Auslastung von 40-Fuß-High-Cube-Containern abgestimmt sind. Viele unserer Kartons sind so konzipiert, dass sie die Warenannahme großer Einzelhandelsketten (z. B. Walmart, Home Depot, Ross) bereits bei der ersten Kontrolle passieren.
Senden Sie uns Spezifikationen, ein Muster oder eine CAD-Datei – DFM-Feedback in 3–5 Tagen, Angebot innerhalb von 24 Stunden.