
Corte CNC
Serras servoalimentadas cortam tubos anodizados no comprimento da seção telescópica com uma precisão de ±0,2 mm, com rebarbação em linha no mesmo ciclo para proteger o encaixe deslizante do tubo interno.

Processo de fabricação
Xingyong administra todas as etapas de poste telescópico para piscina Produção sob o mesmo teto em Jiangsu — desde a fabricação sob encomenda (DFM) e extrusão de alumínio 6063 até anodização, pós-processamento CNC, encaixe de plástico, montagem e embalagem pronta para o varejo. Desde 2010, essa linha de produção de fábrica única já forneceu produtos para varejistas em mais de 50 países, incluindo as principais redes de lojas dos EUA.
Etapa 01
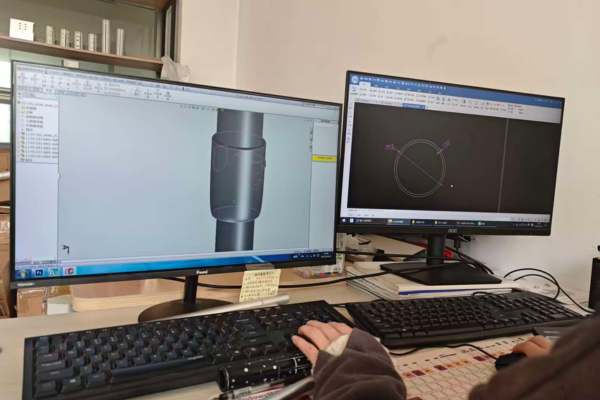
A equipe de engenharia da Xingyong aceita arquivos CAD, STEP, IGES, PDF, esboços à mão ou amostras físicas e os converte em um desenho de vara telescópica fabricável. Avaliamos o diâmetro externo e interno do tubo, a espessura da parede, a geometria da trava e a folga entre as seções para que a vara final deslize suavemente e trave sem oscilação — o problema de tolerância mais complexo em qualquer vara com múltiplas seções. poste de piscina.
Para marcas de piscinas que chegam apenas com um conceito, propomos uma estrutura baseada na sua descrição: travamento por came oculto, posicionamento interno, batente final, magnético ou roscado. O resultado da Etapa 01 é um desenho 2D verificado pelo DFM (Design for Manufacturing) e um arquivo STEP 3D pronto para fabricação.
Consulte os formatos de entrada e a política de IP em Serviços OEM e personalizados, ou pule para capacidades Para ver o menu completo da estrutura.
Etapa 02
Cada lote de tarugos é verificado em um Espectrômetro de emissão óptica de Oxford para análise da composição química antes de entrar na fila de impressão. Temos em estoque. Alumínio 6063 para a maior parte de mastro telescópico extrusão de tubos e 6061 Para alças de maior capacidade de carga e conectores estruturais.
O tarugo que não passa na inspeção de composição, superfície ou dureza é rejeitado no recebimento e nunca chega à prensa. Este é o ponto mais barato da cadeia de produção para interromper um problema de tolerância — e a base sobre a qual se sustentam as seis etapas seguintes.
Certificados de fábrica por EN 10204 3.1 estão disponíveis mediante solicitação. O escopo completo de rastreabilidade está em garantia de qualidade página.

Etapa 03

A oficina de extrusão da Xingyong opera 14 prensas de avanço e reversão, com capacidades que variam de 350T a 2000T, e uma capacidade mensal de 3.000 toneladas. alumínio extrudado. Os perfis são produzidos por ASTM B221: seções transversais redondas, ovais e personalizadas para postes telescópicos.
É aqui que se define o encaixe perfeito de uma vara telescópica de múltiplas seções. Mantemos o diâmetro externo, o diâmetro interno, a espessura da parede, a circularidade e a retidão dentro de faixas de tolerância rigorosas em grandes comprimentos, e repetimos as mesmas especificações lote após lote. Essa consistência dimensional é o que permite que uma vara de piscina de 3, 4 ou 5 seções deslize suavemente, sem ruídos — e o que impede que as equipes de controle de qualidade dos varejistas de equipamentos para piscinas rejeitem os contêineres recebidos.
A lista de imprensa, a lógica de seleção de tonelagem e a capacidade de perfil são detalhadas no capacidades página.
Etapa 04
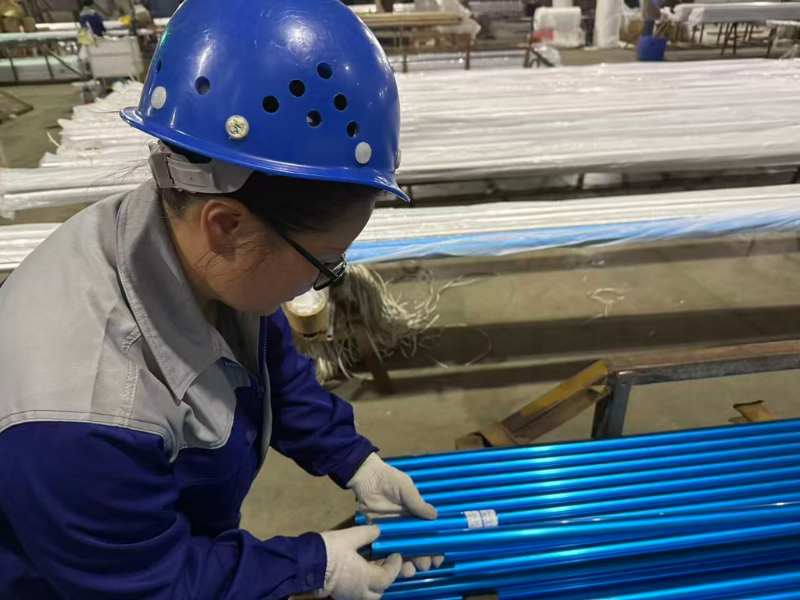
Os tubos extrudados são movidos para duas grandes máquinas automáticas. anodização Linhas de jateamento para os acabamentos mais solicitados pelas marcas de piscinas: preto, fosco, acetinado, azul, dourado, champanhe e prateado. Três jateadoras de areia de barra longa e duas de barra curta alimentam as linhas para a preparação da superfície.
A anodização em um cabo de piscina é mais do que apenas uma questão de cor. A espessura da película controla a resistência a longo prazo ao cloro, à água salgada e aos raios UV na borda da piscina; o jateamento de areia pré-anodização controla o coeficiente de atrito entre as seções telescópicas, garantindo que as travas se encaixem corretamente em vez de deslizarem. A espessura da película é verificada com um medidor de espessura de revestimento e a correspondência de cores é conferida sob uma caixa de luz calibrada em cada lote.
Uma estação de tratamento de águas residuais no local trata todos os efluentes da anodização — veja Certificação ISO 14001 para fins de gestão ambiental.

Etapa 05
Os tubos anodizados passam por seis operações internas de pós-processamento. Cada estação possui seu próprio controle de qualidade antes que o tubo siga adiante.
Serras servoalimentadas cortam tubos anodizados no comprimento da seção telescópica com uma precisão de ±0,2 mm, com rebarbação em linha no mesmo ciclo para proteger o encaixe deslizante do tubo interno.

Furadeiras e punções multieixos criam furos para botões de travamento, furos para rebites e furos para pinos passantes na mesma passada de fixação, mantendo o alinhamento angular abaixo de 0,5°.

As ranhuras laterais para as travas e as roscas para as tampas são usinadas em linha — os machos são calibrados após cada lote para manter o engate da rosca dentro das especificações.

Os estreitadores rotativos reduzem as extremidades dos tubos para que a próxima seção telescópica possa recebê-las. A redistribuição da espessura da parede é controlada para evitar enrugamento na transição.
As extremidades dos tubos de acoplamento são alargadas para receber seções com gargalo — o diâmetro interno do alargamento é mantido na mesma faixa de tolerância do diâmetro externo que aceita, para que a junta deslize sem emperrar.

O chanfro e o arredondamento das bordas protegem a extremidade do tubo contra lascas na anodização durante o uso na beira da piscina e evitam que as tampas das extremidades sejam arranhadas durante a inserção.
Lista completa de máquinas e faixas de tolerância em capacidades página.
Etapa 06
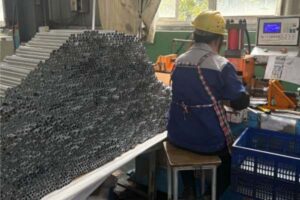
É isso que diferencia a Xingyong das fabricantes de postes que apenas utilizam extrusão. Nós moldamos por injeção e montamos as travas de plástico, batentes internos, tampões, conectores, amortecedores de borracha e punhos sobremoldados na mesma fábrica em Jiangsu onde os tubos são produzidos. Sem a necessidade de coordenar um fornecedor de plástico separado, sem riscos no transporte de entrada, sem lacunas no controle de qualidade entre duas fábricas.
Cada seção do tubo é emparelhada com sua trava e batente correspondentes antes da montagem. A força de deslizamento é verificada em relação à curva de especificação para que cada haste de piscina finalizada se estenda e trave com a mesma sensação — um detalhe que as equipes de controle de qualidade dos varejistas de piscinas percebem imediatamente ao auditar os contêineres recebidos.
Estruturas de fechaduras personalizadas (câmera oculta, posicionamento interno, batente final, magnéticas, roscadas) percorrem todo o mesmo encanamento sob o mesmo teto. Veja Serviços OEM Para consultar o menu completo de estrutura e a política de ferramentas.

Etapa 07
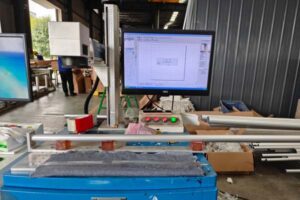
Os lasers de fibra gravam o logotipo da sua marca, SKU, país de origem, código de lote ou código de barras diretamente na superfície anodizada — de forma permanente, sem etiquetas sensíveis ao cloro que possam se soltar na beira da piscina.
A amostragem da montagem final abrange força de deslizamento, engate de trava, verificação dimensional, correspondência de cor de acabamento e tração — protocolos alinhados com ASTM B117 Resultados dos ensaios de névoa salina e tração ASTM, arquivados por lote.

Caixas personalizadas em cores específicas, filme termoencolhível, cartões de cabeçalho, etiquetas para pendurar e caixas master dimensionadas para contêineres de 40HQ — projetadas para passar pela inspeção de recebimento de grandes lojas (estilo Walmart, Home Depot, Ross) na primeira vez.
Os métodos de teste de névoa salina, tração, dureza e espessura de película são detalhados no garantia de qualidade página. Os SKUs de postes de piscina disponíveis para envio estão disponíveis em postes telescópicos para piscina.
Pedidos repetidos de postes telescópicos padrão para piscinas geralmente são enviados de 30 a 40 dias após a confirmação do pedido. Pedidos iniciais que necessitam de novas ferramentas acrescentam de 15 a 25 dias para o desenvolvimento do molde e um pequeno lote de testes antes da produção em massa. Opções de entrega expressa e envios fracionados estão disponíveis — confirme o prazo de entrega exato com seu contato de vendas, pois a fila de impressão e o loteamento da anodização colorida afetam o cronograma. (Faixas de prazo exatas: A confirmar.)
Cabos telescópicos para piscinas são nossa principal linha de produtos — cabos para limpeza de piscinas, cabos para redes, cabos com escova, cabos para aspiradores e tubos para enroladores de capas de piscina. O mesmo processo de fabricação em 7 etapas também produz cabos telescópicos para limpeza de janelas, rolos de pintura e uso industrial em geral, mas a gama de cores de anodização, a tolerância de encaixe deslizante e as especificações de corrosão são ajustadas primeiramente para ambientes com cloro e água salgada em piscinas.
Sim. Aceitamos desenhos em STEP, IGES, DWG, PDF, esboços à mão e amostras físicas. A equipe de DFM da Etapa 01 analisa e envia um relatório de viabilidade de fabricação — geralmente dentro de 3 a 5 dias úteis — sinalizando qualquer fator que possa prejudicar o encaixe deslizante, o custo das ferramentas ou o rendimento da montagem antes de elaborarmos um orçamento. Veja Serviços OEM Para obter a lista completa de formatos de entrada e a política de IP.
O alumínio 6063 é o material mais utilizado na fabricação de tubos para varas telescópicas — ele é extrudado com precisão em perfis redondos e ovais de paredes finas e anodizado para obter uma cor uniforme. O alumínio 6061 é usado em peças submetidas a cargas maiores, como cabos e conectores estruturais. Ambos os materiais são entregues com certificados de fábrica e passam por inspeção espectrométrica 100% na entrada, conforme as normas. ASTM B221 antes de entrarem na fila da imprensa.
Fabricação própria. As travas de plástico, batentes internos, tampões, conectores, amortecedores de borracha e punhos moldados por injeção são todos produzidos na mesma fábrica em Jiangsu que os tubos de alumínio. Isso elimina a lacuna de controle de qualidade entre fornecedores, que é a causa mais comum de reclamações sobre ruídos na haste e travamentos que não funcionam ao comprar de empresas que trabalham exclusivamente com extrusão.
Sim. A marcação a laser de fibra grava logotipos de marcas, SKUs, país de origem, códigos de lote e códigos de barras permanentemente na superfície anodizada — sem etiquetas suscetíveis ao cloro. As opções de embalagem incluem caixas de cores personalizadas, filme termoencolhível, cartões de cabeçalho, etiquetas para pendurar e caixas master dimensionadas para maximizar o preenchimento de contêineres de 40HQ. Muitas de nossas caixas são projetadas para passar pela inspeção de recebimento de grandes varejistas (estilo Walmart, Home Depot, Ross) na primeira vez.
Envie as especificações, uma amostra ou um arquivo CAD — feedback do DFM em 3 a 5 dias, orçamento em 24 horas.