
Corte CNC
Las sierras con servoalimentación cortan tubos anodizados a la longitud de sección telescópica con una tolerancia de ±0,2 mm, con desbarbado en línea en el mismo ciclo para proteger el ajuste deslizante del tubo interior.

Proceso de fabricación
Xingyong corre todas las etapas de pértiga telescópica para piscina Toda la producción se realiza bajo un mismo techo en Jiangsu: desde el diseño para la fabricación (DFM) y la extrusión de aluminio 6063 hasta el anodizado, el postprocesamiento CNC, el cierre de plástico, el ensamblaje y el empaquetado listo para la venta. Desde 2010, esta cadena de producción centralizada ha abastecido a minoristas en más de 50 países, incluidas las principales cadenas de grandes almacenes de EE. UU.
Paso 01
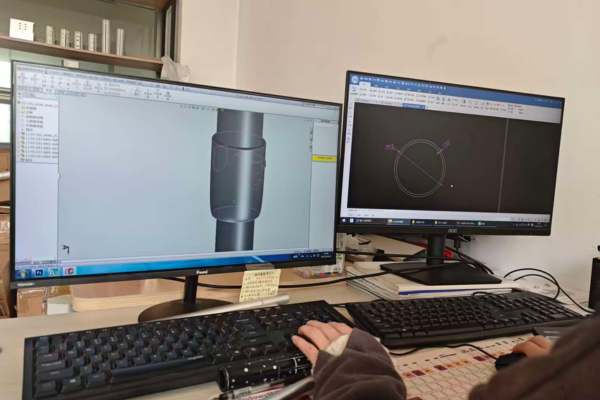
El equipo de ingeniería de Xingyong acepta archivos CAD, STEP, IGES, PDF, bocetos a mano o muestras físicas y los convierte en un plano de poste telescópico fabricable. Evaluamos el diámetro exterior e interior del tubo, el espesor de la pared, la geometría del bloqueo y el ajuste de holgura entre las secciones para que el poste terminado se deslice suavemente y se bloquee sin oscilaciones, el problema de tolerancia más difícil en cualquier poste de varias secciones. barra de piscina.
Para las marcas de piscinas que solo presentan un concepto, proponemos una estructura basada en su descripción: bloqueo por leva oculta, posicionamiento interno, tope final, magnético o roscado. El resultado del paso 1 es un dibujo 2D verificado mediante DFM (Diseño para la Fabricación) y un archivo STEP 3D listo para la fabricación.
Consulte los formatos de entrada y la política de IP en Servicios OEM y personalizados, o saltar a capacidades para el menú de estructura completa.
Paso 02
Cada lote de lingotes se verifica en un Espectrómetro de emisión óptica de Oxford para la composición química antes de que entre en la cola de prensado. Tenemos en stock aluminio 6063 para la mayor parte de poste telescópico extrusión de tubos y 6061 Para manijas de mayor capacidad de carga y conectores estructurales.
Las piezas que no superan la inspección de composición, superficie o dureza se rechazan en la entrada y nunca llegan a la prensa. Este es el punto más económico del proceso para evitar un problema de tolerancia, y la base sobre la que se sustentan los seis pasos siguientes.
Certificados de fábrica por EN 10204 3.1 Están disponibles bajo petición. El alcance de la trazabilidad completa se encuentra en el seguro de calidad página.

Paso 03

El taller de extrusión de Xingyong opera 14 prensas de avance y retroceso que van desde 350T hasta 2000T, con una capacidad mensual de 3000 toneladas. aluminio extruido. Los perfiles se producen por ASTM B221: secciones transversales redondas, ovaladas y de postes telescópicos personalizados.
Aquí es donde se determina el ajuste de los postes telescópicos de varias secciones. Mantenemos el diámetro exterior, el diámetro interior, el espesor de la pared, la redondez y la rectitud dentro de tolerancias estrictas a lo largo de grandes longitudes, y repetimos las mismas especificaciones lote tras lote. Esa consistencia dimensional es lo que permite que un poste de piscina de 3, 4 o 5 secciones se deslice suavemente sin vibraciones, y lo que evita que los equipos de control de calidad de los distribuidores de piscinas rechacen los contenedores entrantes.
La lista de prensas, la lógica de selección de tonelaje y la capacidad de perfil se detallan en el capacidades página.
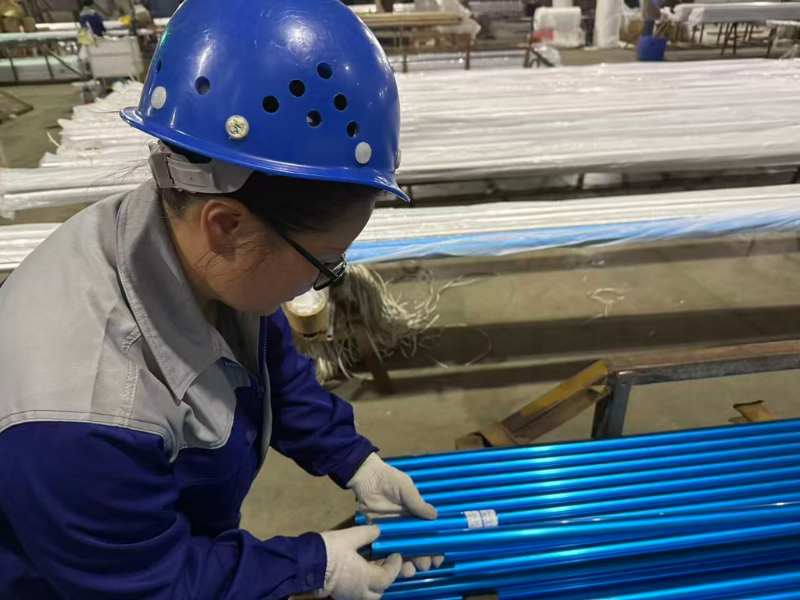
Paso 04
Los tubos extruidos se mueven a dos grandes sistemas automáticos. anodizado Líneas para los acabados más solicitados por las marcas de piscinas: negro, mate, satinado, azul, dorado, champán y plateado. Tres chorreadoras de arena de barra larga y dos de barra corta alimentan las líneas para la preparación de la superficie.
El anodizado de los mástiles de piscina es más que una cuestión de color. El espesor de la película controla la resistencia a largo plazo al cloro, el agua salada y los rayos UV en la zona de la piscina; el arenado previo al anodizado controla el coeficiente de fricción entre las secciones telescópicas para que los cierres se adhieran correctamente en lugar de deslizarse. El espesor de la película se verifica con un medidor de espesor de recubrimiento y la coincidencia de color se comprueba bajo una caja de luz calibrada en cada lote.
Una estación de tratamiento de aguas residuales en el sitio maneja todos los efluentes de anodizado — ver Certificación ISO 14001 para el ámbito de la gestión ambiental.

Paso 05
Los tubos anodizados pasan por seis procesos de postprocesamiento internos. Cada estación tiene su propio control de calidad antes de que el tubo continúe su recorrido.
Las sierras con servoalimentación cortan tubos anodizados a la longitud de sección telescópica con una tolerancia de ±0,2 mm, con desbarbado en línea en el mismo ciclo para proteger el ajuste deslizante del tubo interior.

Las brocas y punzones multihusillo crean orificios para botones de bloqueo, orificios para remaches y orificios pasantes en la misma pasada de fijación para mantener la alineación angular por debajo de 0,5°.

Las ranuras laterales para las levas de bloqueo y las roscas para las tapas de los extremos se mecanizan en línea; los machos de roscar se calibran después de cada lote para mantener el acoplamiento de la rosca dentro de las especificaciones.

Los cuellos giratorios reducen los extremos de los tubos para que la siguiente sección telescópica pueda recibirlos. La redistribución del espesor de la pared se controla para evitar arrugas en la transición.
Los extremos de los tubos que se acoplan están abocinados para recibir secciones con cuello; el diámetro interior del abocinado se mantiene dentro del mismo margen de tolerancia que el diámetro exterior que acepta, de modo que la junta se desliza sin atascarse.

El biselado y el laminado de los bordes protegen el borde del tubo del desconchado del anodizado durante su uso junto a la piscina y evitan que las tapas de los extremos se rayen al insertarlas.
Lista completa de máquinas y rangos de tolerancia en el capacidades página.
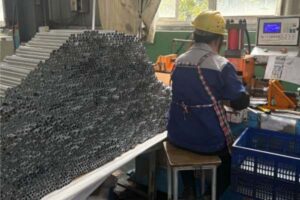
Paso 06
Esto es lo que diferencia a Xingyong de los talleres que solo fabrican postes por extrusión. Moldeamos por inyección y ensamblamos las levas de bloqueo de plástico, los topes internos, los tapones, los conectores, los amortiguadores de goma y las empuñaduras sobremoldeadas en la misma planta de Jiangsu donde se fabrican los tubos. No necesitamos coordinar con un proveedor de plásticos aparte, no hay riesgos de envío ni brechas en el control de calidad entre dos fábricas.
Cada sección del tubo se empareja con su tope y bloqueo correspondiente antes del ensamblaje. La fuerza de deslizamiento se verifica con respecto a la curva de especificaciones para que cada mástil de piscina terminado se extienda y se bloquee con la misma sensación; un detalle que los equipos de control de calidad de los minoristas de piscinas detectan de inmediato al auditar los contenedores entrantes.
Las estructuras de cierre personalizadas (de leva oculta, de posicionamiento interno, de tope final, magnéticas, roscadas) pasan todas por esta misma tubería de un solo techo. Ver Servicios OEM Para ver el menú completo de estructura y la política de herramientas.

Paso 07
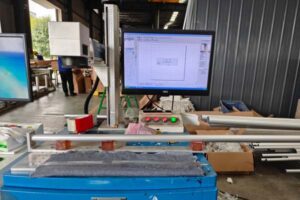
Los láseres de fibra graban el logotipo de su marca, el código SKU, el país de origen, el código de lote o el código de barras directamente sobre la superficie anodizada; es un grabado permanente, sin etiquetas que se despeguen fácilmente con el cloro junto a la piscina.
El muestreo del ensamblaje final abarca la fuerza de deslizamiento, el acoplamiento del bloqueo, la verificación dimensional, la coincidencia del color del acabado y la tracción, protocolos alineados con ASTM B117 Métodos de ensayo de niebla salina y de tracción ASTM; los resultados se presentan por lote.

Cajas de colores personalizados, envoltura retráctil, tarjetas de cabecera, etiquetas colgantes y cajas maestras dimensionadas para llenar contenedores de 40HQ, diseñadas para pasar la inspección de recepción de grandes superficies (al estilo Walmart, Home Depot, Ross) en la primera inspección.
Los métodos de ensayo de niebla salina, tracción, dureza y espesor de película se detallan en el seguro de calidad página. Los SKU de los postes de piscina que se pueden enviar están disponibles en postes telescópicos para piscinas.
Los pedidos repetidos de mástiles telescópicos estándar para piscinas suelen enviarse entre 30 y 40 días después de la compra. Los pedidos nuevos que requieren herramientas nuevas añaden entre 15 y 25 días para el desarrollo del molde y una prueba en lotes pequeños antes de la producción en masa. Hay disponibles envíos exprés y envíos fraccionados; confirme el plazo de entrega exacto con su contacto de ventas, ya que la cola de impresión y la selección de colores para el anodizado afectan al cronograma. (Plazos de entrega exactos: PENDIENTE de confirmación).
Nuestra línea principal de productos son las pértigas telescópicas para piscinas: pértigas para limpieza de piscinas, pértigas para redes, pértigas con cepillos, pértigas para aspiradoras y tubos para enrollar cubiertas de piscina. El mismo proceso de siete pasos también produce pértigas telescópicas para la limpieza de ventanas, rodillos de pintura y uso industrial general, pero la gama de colores del anodizado, la tolerancia de ajuste deslizante y las especificaciones de corrosión se ajustan primero para entornos de agua salada y clorada en piscinas.
Sí. Aceptamos dibujos STEP, IGES, DWG, PDF, bocetos a mano y muestras físicas. El equipo DFM de Step 01 revisa y devuelve un informe de fabricabilidad —normalmente en un plazo de 3 a 5 días laborables— señalando cualquier aspecto que pueda afectar al ajuste deslizante, al coste de las herramientas o al rendimiento del ensamblaje antes de realizar la cotización. Ver Servicios OEM Para obtener la lista completa de formatos de entrada y la política de IP.
El aluminio 6063 es el material más utilizado para la mayoría de los tubos de postes telescópicos: se extruye limpiamente en perfiles redondos y ovalados de pared delgada y se anodiza para obtener un color uniforme. El 6061 se utiliza donde la pieza soporta mayor carga, como en el caso de las empuñaduras y los conectores estructurales. Ambos se entregan con certificados de fábrica y se verifican mediante espectrómetro 100% en la inspección de entrada. ASTM B221 antes de que entren en la cola de prensa.
Fabricación propia. Las levas de bloqueo de plástico, los topes internos, los tapones, los conectores, los amortiguadores de goma y las empuñaduras sobremoldeadas se fabrican mediante moldeo por inyección y se ensamblan en la misma planta de Jiangsu que los tubos de aluminio. Esto elimina la brecha en el control de calidad entre proveedores, que es la causa más común de quejas sobre ruidos extraños en los postes y fallos en el mecanismo de bloqueo al comprar a empresas que solo fabrican extrusiones.
Sí. El marcado láser de fibra graba permanentemente logotipos de marca, SKU, país de origen, códigos de lote y códigos de barras en la superficie anodizada, sin etiquetas sensibles al cloro. Las opciones de embalaje incluyen cajas de colores personalizados, envoltura retráctil, tarjetas de cabecera, etiquetas colgantes y cajas maestras diseñadas para maximizar el llenado de contenedores de 40HQ. Muchas de nuestras cajas están diseñadas para pasar la inspección de recepción de grandes superficies (tipo Walmart, Home Depot, Ross) en la primera inspección.
Envíe las especificaciones, una muestra o un archivo CAD; recibirá comentarios sobre el diseño para la fabricación en 3 a 5 días y un presupuesto en 24 horas.