Profilés en aluminium pour LED Il ne s'agit pas simplement de boîtiers pour rubans LED. Pour les marques OEM, les entreprises de construction et les acheteurs en gros, ces facteurs ont un impact direct sur la dissipation de chaleur, l'efficacité de l'installation, la durée de vie du produit et les risques liés au service après-vente.
Cet article est écrit du point de vue d'un perspective réelle d'une usine d'extrusion d'aluminium. Ce document explique comment sont réellement fabriqués les profilés en aluminium pour LED, où les conceptions échouent en production de masse, comment les devis sont calculés et comment vous pouvez juger si un prix est raisonnable avant de vous engager dans l'outillage ou les commandes en gros.
Que sont les profilés en aluminium pour LED ?
Les profilés en aluminium pour LED (également appelés canaux ou extrusions en aluminium pour LED) sont des boîtiers en aluminium conçus pour accueillir des rubans LED, des diffuseurs et des accessoires. Leurs principales fonctions sont :
- Dissipation de la chaleur générée par les LED
- Protection des rubans LED contre les dommages mécaniques
- Fournir un aspect lumineux propre et uniforme
Dans le cadre de l'approvisionnement OEM et par projet, le profil fait partie du système thermique et structurel, pas un accessoire décoratif.
Caractéristiques clés qui comptent dans la production réelle
Du point de vue de l'usine, tous les profils “ esthétiques ” ne sont pas performants en production de masse.
1. Dissipation de la chaleur (et pas seulement épaisseur)
- alliage d'aluminium L'épaisseur de la paroi et le transfert de chaleur sont tous deux des facteurs déterminants.
- Profils ci-dessous épaisseur de paroi de 1,0 mm présentent souvent une accumulation de chaleur dans les applications à utilisation continue au-dessus 12–14 W/m
- Une mauvaise dissipation de la chaleur réduit la durée de vie des LED et augmente les taux de défaillance.
2. Stabilité structurelle sur de grandes longueurs
- Les profils longs amplifient les problèmes de rectitude et de tolérance.
- Les parois minces se déforment plus facilement pendant extrusion, anodisation, et transport
- Pour les longueurs supérieures à 2 mètres, la rigidité structurelle devient critique
3. Uniformité de la finition de surface
- La qualité de l'anodisation influe sur la résistance à la corrosion et l'aspect.
- Un traitement de surface non uniforme entraîne des variations de couleur entre les lots.
- Il s'agit de l'une des causes les plus fréquentes de réclamations auprès des équipementiers.
4. Compatibilité d'installation
- L'espacement des clips, l'ajustement du diffuseur et la tolérance des embouts sont importants.
- Un mauvais contrôle dimensionnel entraîne des diffuseurs mal fixés ou des lignes de lumière irrégulières.
- Ces problèmes n'apparaissent généralement qu'après l'installation en série, et non pendant l'échantillonnage.
Composition des matériaux : Le rôle réel de chaque pièce

Corps en extrusion d'aluminium
- Généralement fabriqué à partir de 6063 alliage d'aluminium
- Choisi pour son flux d'extrusion stable et sa bonne conductivité thermique
- Plage d'épaisseur de paroi courante : 0,8–2,0 mm
- Les conceptions trop fines augmentent les taux de rejet en production de masse
Diffuseur (Couvercle)
- PC (polycarbonate) ou PMMA
- Finitions transparentes, dépolies ou opalescentes
- Les diffuseurs opales améliorent le contrôle de l'éblouissement mais réduisent le flux lumineux.
Embouts
- Plastique ou aluminium
- Protéger le câblage et améliorer l'aspect final
- Des embouts mal ajustés indiquent souvent une tolérance d'extrusion trop importante
Accessoires de montage
- Clips, supports ou systèmes de suspension
- Influe directement sur la vitesse d'installation et le coût de la main-d'œuvre
- Souvent sous-estimé lors de l'approvisionnement
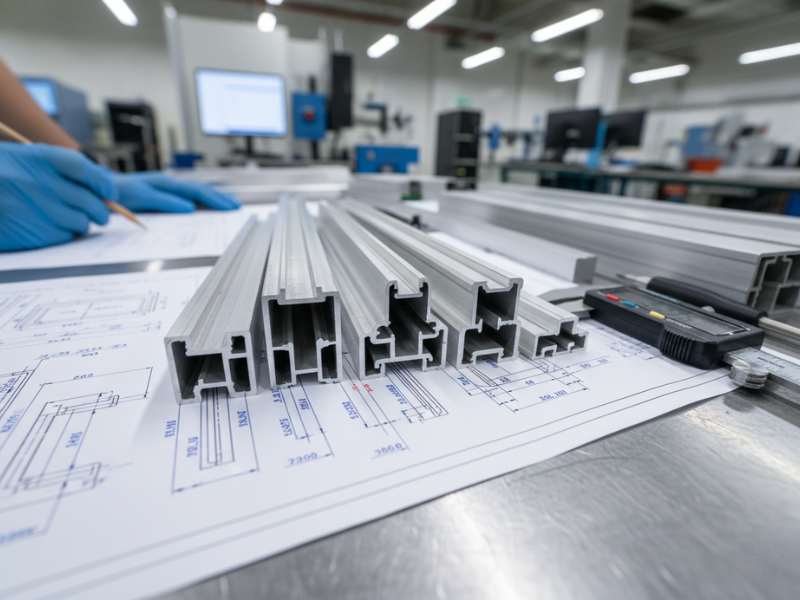
À l'intérieur d'une véritable usine de profilés en aluminium pour LED (Xingyong)
C’est là que s’arrêtent la plupart des articles en ligne, mais c’est ce que les acheteurs de matériel d’origine doivent réellement savoir.
Capacité de production
- Usine établie : 2002
- Production mensuelle : ~3 000 tonnes de produits en aluminium
- Atelier d'extrusion : 14 lignes d'extrusion (350T–2000T)
- Prend en charge les conceptions à cavités multiples et à profils complexes
Capacité de traitement de surface
- 2 lignes d'anodisation automatiques
- Plusieurs options de couleurs avec une épaisseur de film contrôlée
- Épaisseur typique d'anodisation :
- 10–15 μm pour les applications intérieures standard
- 20 μm pour des exigences de durabilité plus élevées
Usinage et traitement secondaire
- Usinage CNC, découpe, forage, perforation, et le marquage laser
- Convient aux équipementiers profils nécessitant un ajustement précis des accessoires
Inspection de la qualité (et pas seulement des contrôles visuels)
- Spectromètre pour la composition des alliages
- instruments de mesure d'image de profil
- Tests de dureté (Brinell, Webster, Rockwell)
- mesure de l'épaisseur du revêtement
- Essais de traction et contrôle dimensionnel
Ce processus d'inspection permet de garantir la cohérence des échantillons et des commandes en gros.
Erreurs de conception courantes constatées chez les acheteurs OEM
Ces problèmes apparaissent de manière récurrente dans les nouveaux projets :
- Concevoir des murs ultra-minces pour réduire les coûts, puis faire face à des déformations
- Négliger l'épaisseur d'anodisation dans les installations visibles
- En supposant que les échantillons soient équivalents à la production de masse sans discussion sur les tolérances
- Mélanger des diffuseurs provenant de différents fournisseurs entraîne une différence de couleur.
Ces erreurs augmentent les reprises, les retards et les risques liés à la garantie.
Comment sont réellement calculés les devis pour les profilés en aluminium destinés aux LED

1. Coût du matériau aluminium
- basé sur le prix du marché des lingots d'aluminium
- Profilés plus épais = coût au mètre plus élevé
- La stabilité de l'alliage influe sur le taux de rendement.
2. Dimensions du profilé et épaisseur de paroi
- Les profils plus larges et plus épais consomment davantage de matériau
- Des tolérances serrées augmentent la difficulté de production
- Les sections transversales complexes réduisent la vitesse d'extrusion
3. Traitement de surface
- L'anodisation argent est la solution de base
- L'anodisation colorée engendre des coûts supplémentaires.
- Des films d'anodisation plus épais augmentent le temps de traitement et le risque de rejet.
4. Outillage (pour profils personnalisés)
- coût unique du moule
- Les conditions de propriété et de modification doivent être confirmées.
- Les modifications de conception nécessitent généralement un ajustement du moule.
5. Quantité commandée
- Les petites commandes ont un coût unitaire plus élevé
- Des volumes annuels stables permettent une meilleure tarification
- Les coûts d'outillage sont amortis sur le volume de production.
Comment juger si un devis est raisonnable ?
Un devis très bas signifie souvent :
- Épaisseur de paroi réduite
- film d'anodisation plus mince
- Tolérance dimensionnelle large
- Risque caché plus élevé dans la production en vrac
Un devis réaliste repose sur un équilibre :
- Performances structurelles
- Consistance de la surface
- Rendement de production
- stabilité de l'approvisionnement à long terme
Pour les acheteurs OEM, Le coût total sur la durée importe davantage que le prix unitaire initial..
Devis plus rapide et plus clair : que faut-il préparer ?
Pour recevoir un devis précis, veuillez fournir :
- Dessin de profil ou échantillon de référence
- Longueur et épaisseur de paroi requises
- Finition de surface et couleur
- Type de diffuseur
- quantité annuelle estimée
Des spécifications claires réduisent les malentendus et raccourcissent les délais.
Réduire les risques avant la production de masse
Avant de vous engager dans la fabrication d'outillage ou dans des commandes importantes, validez votre conception dans des conditions de production réelles.
Prochaines étapes recommandées :
- Demander un échantillon physique
- Examiner les spécifications d'épaisseur de paroi et d'anodisation
- Vérifier la faisabilité de l'extrusion et les limites de tolérance
- Définissez une logique de tarification avant de vous engager sur les volumes.
Un démarrage maîtrisé permet d'économiser du temps, de l'argent et de préserver la réputation de la marque sur le long terme.