Pour les responsables des achats et les fabricants d'équipement d'origine (OEM), le processus de fabrication des profilés en aluminium est bien plus qu'un simple détail technique : c'est un facteur déterminant du succès commercial de votre produit. Lorsqu'il s'agit de fournir des poteaux télescopiques en aluminium à de grandes enseignes comme Home Depot ou à des distributeurs spécialisés dans les piscines, la différence entre un produit haut de gamme et un produit source de nombreux retours négatifs réside souvent dans les détails de la production.
Comprendre le processus de fabrication vous permet de poser les bonnes questions. Cela vous aide à distinguer une usine qui se contente de découper du métal d'un partenaire qui conçoit des solutions fiables. Ce guide détaille la fabrication des systèmes de profilés en aluminium, en mettant l'accent sur les besoins spécifiques des applications de poteaux télescopiques.
1. Sélection du matériau : Commencer par le bon lingot
Des profils exceptionnels reposent sur une chimie pure. Nous utilisons exclusivement des alliages d'aluminium de la série 6000, principalement 6063, connu sous le nom d'" aluminium architectural "."
- Pourquoi 6063 ? Il offre un excellent équilibre entre extrudabilité et qualité de finition de surface.
- Pourquoi ne pas les mettre à la ferraille ? L'utilisation de déchets recyclés contenant des impuretés non contrôlées entraîne des stries en surface et des points faibles. Nous utilisons des grumes d'aluminium primaire pour garantir l'intégrité structurelle.
Points clés à retenir : Pour les poteaux télescopiques nécessitant une esthétique de surface élevée et une résistance modérée, le 6063-T5 ou T6 est la référence du secteur.
![Image placeholder: Stacked aluminum billets ready to the oven]
2. Extrusion de précision : mise en forme
Le procédé d'extrusion consiste à transformer la billette brute en un profil spécifique. La billette est chauffée à environ 450 °C–500 °C jusqu'à ce que l'aluminium devienne mou tout en restant solide. Un puissant vérin hydraulique force ensuite l'aluminium à travers une filière en acier.
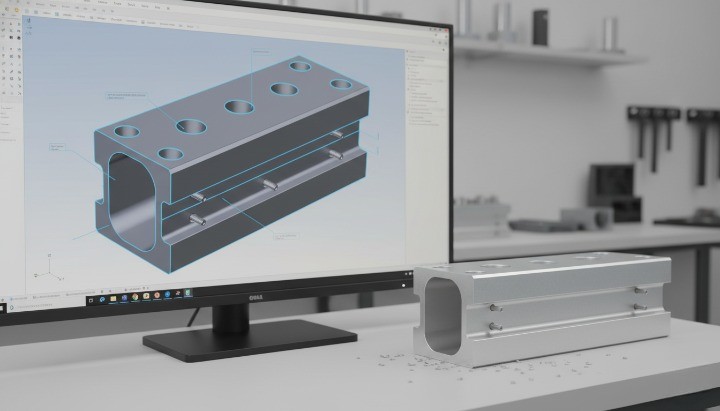
L'importance de la conception des matrices
Pour les systèmes télescopiques, l'interaction entre les tubes intérieur et extérieur est cruciale. Si l'épaisseur de la paroi de la matrice varie même de 0,1 mm, le poteau peut se bloquer ou vibrer.
- Contrôle du débit : Nous surveillons la vitesse d'écoulement du métal pour éviter toute torsion.
- Refroidissement: À la sortie de la filière, le profilé doit être refroidi (trempé) uniformément. Un refroidissement irrégulier provoque une déformation, ce qui compromet la rectitude requise pour les poteaux de grande portée.
![Image placeholder: Profilé en aluminium sortant de la presse d'extrusion]
3. Vieillissement et durcissement : obtenir la trempe adéquate
À l'état brut, l'aluminium est relativement mou. Pour résister aux forces de levier appliquées à une perche de piscine de 3,65 mètres entièrement déployée, le métal doit être trempé.
Nous utilisons des fours de vieillissement pour atteindre la dureté requise :
- Tempérament T5 : Refroidi après la presse puis vieilli artificiellement. Convient aux formes générales.
- Trempe T6 : Traité thermiquement en solution et vieilli artificiellement, ce matériau offre une résistance à la traction supérieure, ce qui en fait le choix idéal pour les rallonges robustes devant résister à la flexion sous charge.
Point de données : Un profil T6 peut supporter environ 20-30% contrainte plus élevée charges qu'un profilé T5 de même dimension.
4. Traitement de surface : Anodisation pour une durabilité accrue
Cette étape est cruciale pour les produits destinés aux piscines ou aux présentoirs de vente en extérieur. L'aluminium brut s'oxyde et perd de son éclat avec le temps.
Le procédé d'anodisation
Nous immergeons les profilés dans un bain d'acide électrolytique. Cela crée une couche d'oxyde dure et protectrice à leur surface.
- L'épaisseur compte : Pour les produits de détail standard, nous appliquons généralement un 10–12 microns couche. Pour les environnements agressifs (comme les piscines d'eau salée), nous recommandons d'augmenter cette valeur à 15+ microns.
- Cohérence des couleurs : Le contrôle de la composition chimique du bain garantit que la finition argentée, noire ou dorée du premier poteau est identique à celle du 10 000e. Cette uniformité est une exigence absolue pour les rayons des magasins Ross ou Walmart.
![Image placeholder: Anodizing tanks with aluminum profiles submerged]
Option de revêtement en poudre
Pour les couleurs spécifiques à une marque (par exemple, bleu vif ou jaune de sécurité), nous utilisons un revêtement en poudre électrostatique. Ce procédé offre une finition plus épaisse et une haute résistance aux chocs.
5. Découpe de précision et assemblage télescopique
Une fois les longs profilés (souvent de 6 mètres) terminés, ils sont acheminés vers l'atelier de fabrication. C'est là que le profilé devient un produit fini.
Gestion de la tolérance
La découpe ne consiste pas simplement à hacher. Nous découpons à des longueurs précises afin de garantir que le chevauchement entre les sections de tube corresponde aux spécifications techniques.
- Ébavurage : Les arêtes vives sont éliminées pour éviter les blessures et assurer un glissement fluide.
- Installation de la serrure : Que vous optiez pour un système de verrouillage externe à came ou interne à verrouillage par rotation, l'assemblage doit être parfaitement ajusté. Un ajustement lâche donne une impression de " mauvaise qualité " au consommateur final.
![Image placeholder: Ouvrier assemblant un mécanisme de verrouillage de perche télescopique]
6. Contrôle de la qualité : La norme de vente au détail
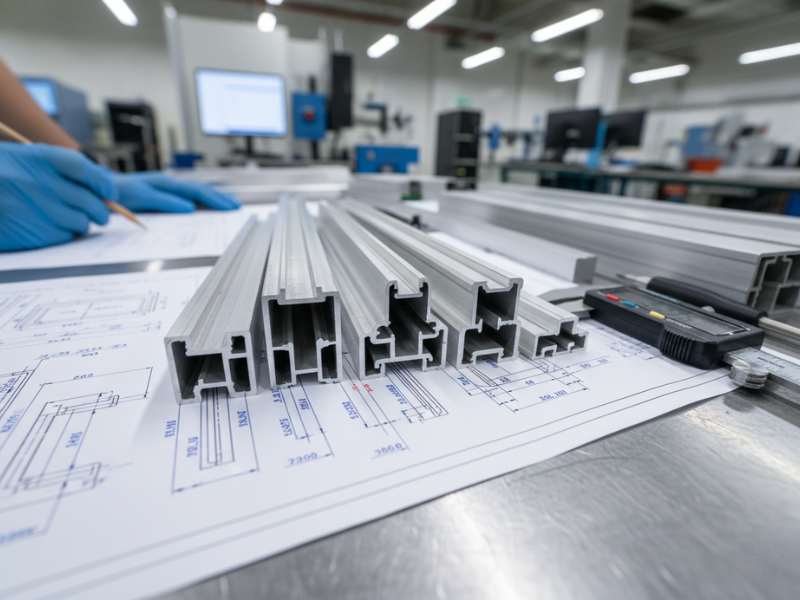
Avant l'emballage, votre commande subit un protocole de contrôle qualité rigoureux conçu pour répondre aux normes internationales de vente au détail (AQL 2.5/4.0).
- Vérification dimensionnelle : Le pied à coulisse permet de vérifier les diamètres intérieur et extérieur.
- Test fonctionnel : Chaque lot est testé pour vérifier la régularité de l'extension et la force de verrouillage.
- Apparence: Inspection visuelle sous éclairage standard pour détecter les rayures, les bosses ou les différences de couleur.
- Test au brouillard salin : Nous simulons des années d'exposition à la corrosion pour valider la qualité de l'anodisation.
Résumé
La fabrication d'un système de profilés en aluminium de haute qualité repose sur une série d'étapes précises. De la pureté du lingot 6063 au contrôle du bain d'anodisation, chaque étape influe sur l'expérience utilisateur finale.
En vous associant à un fabricant qui contrôle rigoureusement ces variables, vous protégez la réputation de votre marque et vous vous assurez que vos livraisons seront acceptées sans problème par les principaux détaillants.
Prêt à discuter de vos spécifications ?
Si vous avez besoin de conseils pour choisir l'alliage ou l'épaisseur de paroi adaptés à votre prochain projet, notre équipe d'ingénieurs est là pour vous aider.