Perfiles de aluminio LED No son solo carcasas para tiras LED. Para marcas OEM, contratistas de proyectos y compradores de grandes volúmenes, estos factores impactan directamente en la disipación de calor, la eficiencia de la instalación, la vida útil del producto y el riesgo posventa.
Este artículo está escrito desde una Perspectiva de una fábrica de extrusión de aluminio real. Explica cómo se fabrican realmente los perfiles de aluminio LED, dónde fallan los diseños en la producción en masa, cómo se calculan las cotizaciones y cómo se puede juzgar si un precio es razonable antes de comprometerse con las herramientas o los pedidos al por mayor.
¿Qué son los perfiles de aluminio LED?
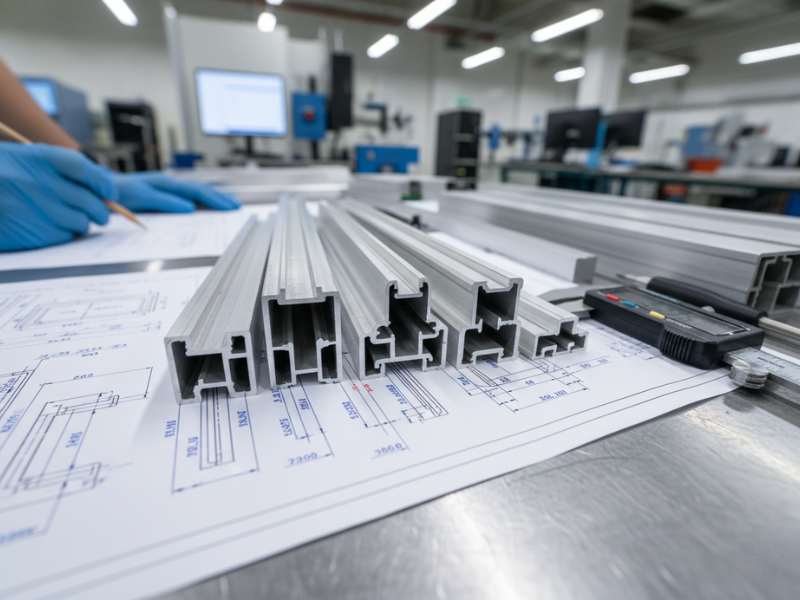
Los perfiles de aluminio LED (también llamados canales o extrusiones de aluminio LED) son carcasas de aluminio diseñadas para alojar tiras LED, difusores y accesorios. Sus principales funciones son:
- Disipación del calor generado por los LED
- Protección de las tiras LED contra daños mecánicos
- Proporcionar una apariencia de iluminación limpia y consistente
En el abastecimiento basado en proyectos y OEM, el perfil es parte del sistema térmico y estructural, no es un accesorio decorativo.
Características clave que importan en la producción real
Desde la perspectiva de una fábrica, no todos los perfiles “atractivo” funcionan bien en la producción en masa.
1. Disipación de calor (no solo espesor)
- aleación de aluminio Tanto el grosor de la pared como el de la pared afectan la transferencia de calor.
- Perfiles a continuación 1,0 mm de espesor de pared A menudo muestran acumulación de calor en aplicaciones de uso continuo anteriores. 12–14 W/m
- La mala disipación del calor acorta la vida útil del LED y aumenta las tasas de fallas.
2. Estabilidad estructural en longitudes largas
- Los perfiles largos amplifican los problemas de rectitud y tolerancia.
- Las paredes delgadas se deforman más fácilmente durante extrusión, anodizado, y transporte
- Para longitudes superiores a 2 metros, La rigidez estructural se vuelve crítica
3. Consistencia del acabado superficial
- La calidad del anodizado afecta la resistencia a la corrosión y la apariencia.
- Un tratamiento superficial inconsistente provoca variaciones de color entre lotes
- Esta es una de las causas más comunes de quejas de los OEM.
4. Compatibilidad de instalación
- El espaciado de los clips, el ajuste del difusor y la tolerancia de la tapa del extremo son importantes
- Un control dimensional deficiente da lugar a difusores sueltos o líneas de luz desiguales.
- Estos problemas suelen aparecer solo después de la instalación en masa, no durante el muestreo.
Composición del material: qué hace realmente cada parte

Cuerpo de extrusión de aluminio
- Generalmente hecho de 6063 aleación de aluminio
- Elegido por su flujo de extrusión estable y buena conductividad térmica.
- Rango de espesor de pared común: 0,8–2,0 mm
- Los diseños demasiado delgados aumentan las tasas de rechazo en la producción en masa
Difusor (Cubierta)
- PC (policarbonato) o PMMA
- Acabados transparentes, esmerilados u opalinos
- Los difusores opal mejoran el control del deslumbramiento pero reducen la salida de luz.
Tapas de extremo
- Plástico o aluminio
- Protege el cableado y mejora la apariencia del acabado.
- Las tapas de extremo mal ajustadas a menudo indican una tolerancia de extrusión suelta
Accesorios de montaje
- Clips, soportes o sistemas de suspensión
- Afecta directamente la velocidad de instalación y el coste de mano de obra.
- A menudo se subestima durante el abastecimiento
Dentro de una fábrica de perfiles de aluminio LED (Xingyong)
Aquí es donde terminan la mayoría de los artículos en línea, pero esto es lo que los compradores OEM realmente necesitan saber.
Capacidad de fabricación
- Fábrica establecida: 2002
- Producción mensual: ~3.000 toneladas de productos de aluminio
- Taller de extrusión: 14 líneas de extrusión (350T–2000T)
- Admite diseños de perfiles complejos y de múltiples cavidades.
Capacidad de tratamiento de superficies
- 2 líneas de anodizado automáticas
- Múltiples opciones de color con espesor de película controlado.
- Espesor típico de anodizado:
- 10–15 micras para aplicaciones interiores estándar
- 20 micras para requisitos de mayor durabilidad
Mecanizado y procesamiento secundario
- Mecanizado CNC, corte, perforación, puñetazos, y marcado láser
- Adecuado para OEM perfiles Requiere un ajuste preciso de los accesorios
Inspección de calidad (no solo controles visuales)
- Espectrómetro para la composición de aleaciones
- Instrumentos de medición de imagen de perfil
- Pruebas de dureza (Brinell, Webster, Rockwell)
- Medición del espesor del recubrimiento
- Pruebas de tracción e inspección dimensional
Este flujo de inspección es lo que mantiene la consistencia de las muestras y los pedidos al por mayor.
Errores de diseño comunes que vemos en los compradores OEM
Estos problemas aparecen repetidamente en nuevos proyectos:
- Diseño de paredes ultradelgadas para reducir costes y luego afrontar la deformación
- Ignorar el espesor del anodizado en instalaciones visibles
- Suponiendo que las muestras sean iguales a la producción en masa sin discusión sobre la tolerancia
- La mezcla de difusores de diferentes proveedores provoca una falta de coincidencia de colores
Estos errores aumentan las repeticiones de trabajos, los retrasos y el riesgo de garantía.
Cómo se calculan realmente las cotizaciones de perfiles de aluminio LED

1. Costo del material de aluminio
- Basado en el precio de mercado de los lingotes de aluminio
- Perfiles más pesados = mayor coste por metro
- La estabilidad de la aleación afecta la tasa de rendimiento
2. Tamaño del perfil y espesor de la pared
- Los perfiles más anchos y gruesos consumen más material
- Las tolerancias estrictas aumentan la dificultad de producción
- Las secciones transversales complejas reducen la velocidad de extrusión
3. Tratamiento de superficies
- El anodizado de plata es la base
- El anodizado coloreado añade coste
- Las películas anodizadas más gruesas aumentan el tiempo de procesamiento y el riesgo de rechazo.
4. Herramientas (para perfiles personalizados)
- Costo único del molde
- Se deben confirmar los términos de propiedad y modificación.
- Los cambios de diseño generalmente requieren un ajuste del molde.
5. Cantidad del pedido
- Los pedidos pequeños tienen un coste unitario más alto
- Los volúmenes anuales estables permiten mejores precios
- El costo de las herramientas se amortiza sobre el volumen de producción.
Cómo determinar si una cotización es razonable
Una cotización muy baja a menudo significa:
- Espesor de pared reducido
- Película de anodizado más delgada
- Tolerancia dimensional suelta
- Mayor riesgo oculto en la producción a gran escala
Una cotización realista equilibra:
- Rendimiento estructural
- Consistencia de la superficie
- Rendimiento de producción
- Estabilidad del suministro a largo plazo
Para compradores OEM, El costo total a lo largo del tiempo importa más que el precio unitario inicial.
Cotización más rápida y clara: qué preparar
Para recibir una cotización precisa, proporcione:
- Dibujo de perfil o muestra de referencia
- Longitud y espesor de pared requeridos
- Acabado superficial y color
- Tipo de difusor
- Cantidad anual estimada
Las especificaciones claras reducen los malentendidos y acortan el tiempo de entrega.
Reducir el riesgo antes de la producción en masa
Antes de comprometerse con herramientas o pedidos grandes, valide su diseño en condiciones de producción reales.
Próximos pasos recomendados:
- Solicitar una muestra física
- Revisar el espesor de la pared y las especificaciones de anodizado.
- Confirmar la viabilidad de la extrusión y los límites de tolerancia
- Alinearse con la lógica de precios antes del compromiso de volumen
Un inicio controlado ahorra tiempo, costes y reputación de marca a largo plazo.