

The aluminum extrusion process shapes heated aluminum by forcing it through a steel die. The aluminum exits the die with a fixed cross-section, forming long profiles that can be cut, machined, and finished.
When the discussion moves from research to sourcing, connect the points in this guide with standard aluminum extrusion capabilities and CNC machining for aluminum pole components. That makes the RFQ clearer, especially if the buyer also aligns terms with Aluminum Association material resources.
Think of it like squeezing toothpaste from a tube. The nozzle (die) controls the shape. The pressure controls consistency and quality.
This method is ideal for products that need:
- Long, uniform profiles
- Controlled wall thickness
- High strength-to-weight ratio
Aluminum Extrusion Process: Step by Step
1. Billet Preparation and Heating
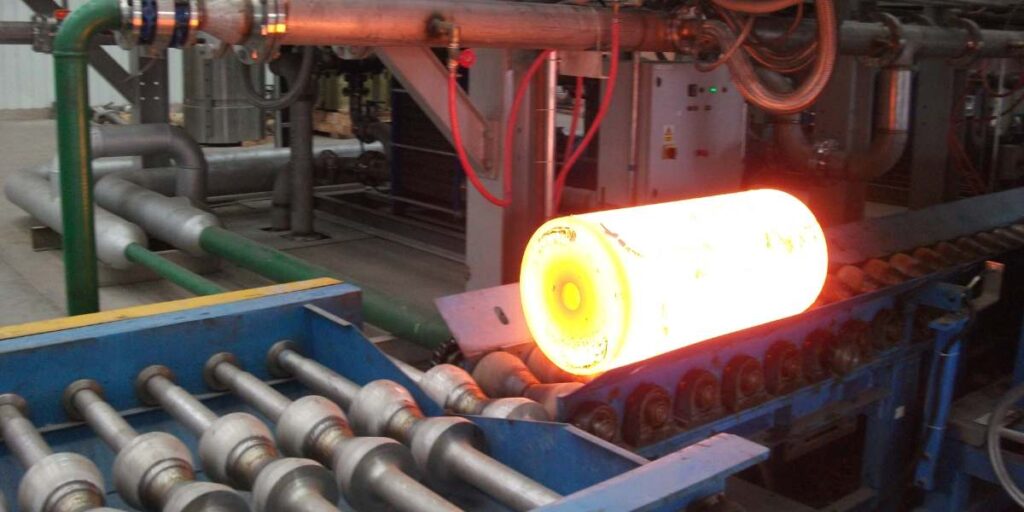
- Aluminum billets are cut to size
- Heated to 450–500°C
- Aluminum becomes soft but does not melt
This temperature range allows smooth metal flow without surface defects.
2. Extrusion Through the Die
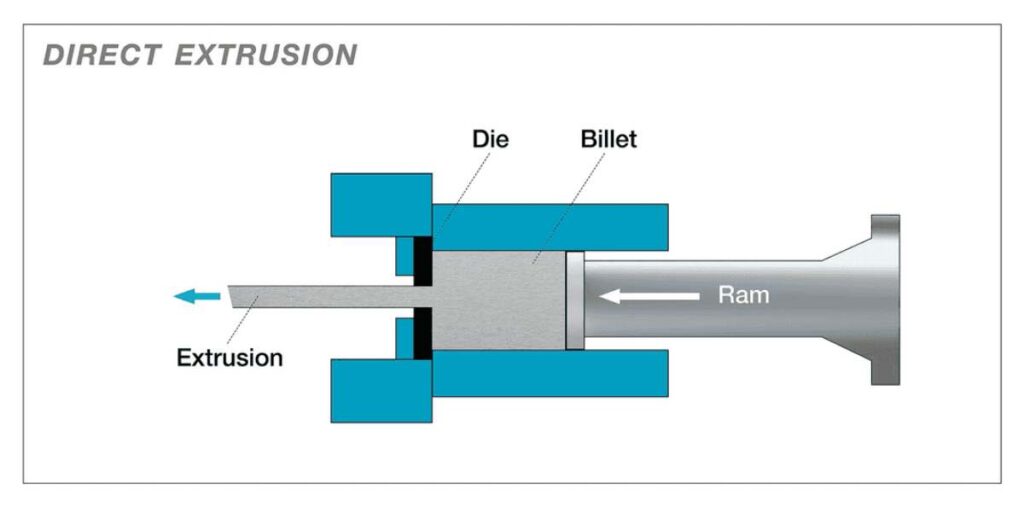
- The hot billet is placed into an extrusion press
- A hydraulic ram applies 350 to 2000+ tons of pressure
- Aluminum flows through a custom-designed die
The die defines the final profile shape: round tubes, square tubes, multi-cavity sections, or complex custom designs.
3. Cooling and Quenching
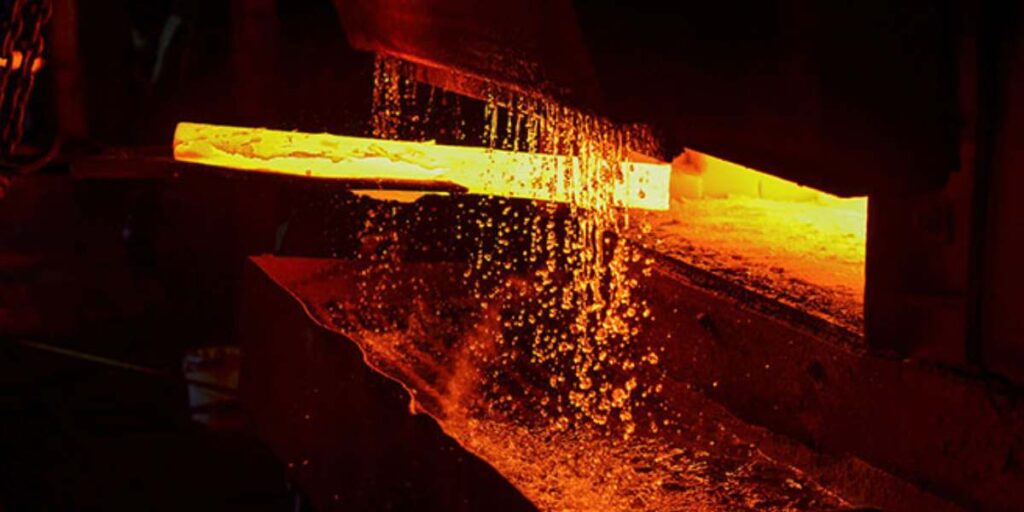
- The extruded profile exits the press continuously
- Cooled by air or water
- Cooling speed affects mechanical strength
Controlled cooling helps maintain straightness and dimensional stability.
4. Stretching and Cutting

- Profiles are stretched to remove internal stress
- Cut into standard lengths (typically 6–12 meters)
This step improves straightness and machining accuracy.
5. Heat Treatment (Aging)

- Profiles are aged naturally or in ovens
- Common tempers: T5 and T6
- Strength and hardness increase significantly
For load-bearing products like telescopic poles, proper aging is essential.
6. Surface Finishing and Machining
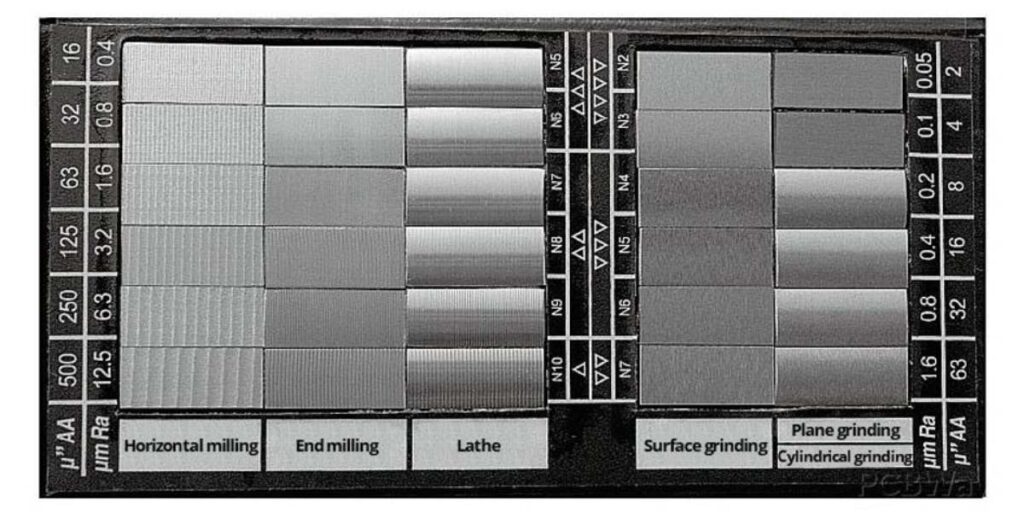
After extrusion, profiles can be:
- Anodized (natural, black, silver, or color)
- Powder coated
- Sandblasted or brushed
- CNC machined, drilled, punched, or laser marked
This is where appearance meets function.
Why Aluminum Extrusion Is Used So Widely

Aluminum extrusion offers a balance that many manufacturing methods cannot.
Key benefits include:
- Lightweight with high structural strength
- Excellent corrosion resistance
- High design flexibility
- Consistent dimensions across large volumes
- Cost-effective for medium to high production runs
- Fully recyclable material
For international buyers, extrusion also means predictable quality and scalable supply.
Common Applications of Aluminum Extrusion
- Aluminum telescopic poles
- Pool cleaning poles and pool cover reels
- Window and door frames
- Furniture and display systems
- Automotive and EV components
- Industrial rails and frames
If your product is long, hollow, or requires internal reinforcement, extrusion is typically the best choice.
What the Extrusion Process Means for You as a Buyer
Understanding extrusion helps you make better sourcing decisions.
It allows you to:
- Specify the right wall thickness and alloy
- Balance weight, strength, and cost
- Avoid unnecessary material waste
- Communicate clearly with your supplier’s engineers
A capable extrusion factory can also help optimize your profile design, reducing total product cost without sacrificing performance.
Related Resources
- Internal: Aluminum Telescopic Poles for Pool Cleaning
- Internal: Anodized Aluminum Surface Finishes
- External: Aluminum Extrusion – Wikipedia
Ready to Move Forward?
Request a sample profile
Contact our export engineering team
When you understand how aluminum extrusion works, you don’t just buy parts—you buy consistency, performance, and long-term reliability.


