
O recozimento do alumínio não é um conceito de laboratório — é uma realidade. decisão de produção que afeta diretamente o sucesso da formação, a eficiência da montagem e as taxas de defeito.
Se suas peças de alumínio são dobradas, expandidas, trefiladas ou usadas em sistemas telescópicos, o recozimento geralmente determina se a produção ocorre sem problemas ou se é interrompida com rachaduras e necessidade de retrabalho.
Este guia explica O que é o recozimento do alumínio, como funciona em fábricas reais e como você deve especificá-lo ao adquirir peças de alumínio..
O que é o recozimento do alumínio?
Annealing aluminum is a controlled heat treatment process that softens aluminum, reduces internal stress, and improves ductility for bending, flaring, expansion, swaging, reducing, and forming. Practical aluminum annealing references often fall around 300–415°C / 570–780°F, but the correct temperature depends on alloy grade, temper, prior cold work, wall thickness, furnace control, and required final strength.
Annealing aluminum is useful when aluminum cracks during forming or becomes too hard after extrusion, rolling, drawing, straightening, cutting, or machining. However, annealing usually reduces hardness and mechanical strength, so it should be specified only when improved ductility is more important than maximum stiffness, load capacity, or T5/T6 performance.
For aluminum tubes, aluminum extrusions, and telescopic pole components, aluminum annealing is not only about softness. It can affect tube end forming, sliding tolerance, anodizing consistency, plastic lock assembly, and OEM production repeatability.
Aluminum Annealing Temperature Chart
For many wrought aluminum alloys, practical annealing references often fall around 300–415°C / 570–780°F. However, aluminum annealing temperature is not universal. It changes with alloy grade, temper, previous cold work, part thickness, and whether the target is full annealing, partial softening, or stress relief.
| Aluminum Alloy / Series | Practical Annealing Reference | Fahrenheit Reference | Notas práticas |
|---|---|---|---|
| 1100 / 1xxx | 300–415°C | 570–780°F | High ductility aluminum, easy to soften and form |
| 3003 / 3xxx | 345–415°C | 650–780°F | Common for formed parts, tubes, and general fabrication |
| 5052 / 5xxx | 345–415°C | 650–780°F | Good formability; process control is important |
| 6061 / 6xxx | 345–415°C | 650–780°F | Strength drops after annealing; T6 condition is lost |
| 6063 / 6xxx | 345–410°C | 650–770°F | Common for extrusions, aluminum tubes, and telescopic pole sections |
| 6005 / 6xxx | 345–410°C | 650–770°F | Used for structural extrusions and pole components |
| 7075 / 7xxx | Process-specific | Process-specific | High-strength alloy; supplier-controlled heat treatment is recommended |
These ranges are practical references, not universal production parameters. Final aluminum annealing temperature should be confirmed by alloy standard, original temper, material certificate, part geometry, furnace control, forming requirement, and required mechanical properties.
Full Annealing vs Stress Relief vs Partial Annealing Aluminum
Annealing aluminum does not always mean maximum softening. In real production, the process target may be full annealing, partial softening, stress relief, or recrystallization after cold work.
| Process Type | Main Purpose | Typical Result | When It Is Used |
|---|---|---|---|
| Full annealing | Maximum softening and ductility | Lowest hardness, highest formability | Severe bending, deep flaring, heavy forming |
| Partial annealing | Controlled softening | Balance between formability and strength | Tube end forming, moderate expansion, controlled assembly |
| Stress relief | Reduce internal stress | Better dimensional stability with limited softening | After machining, straightening, cutting, or forming |
| Recrystallization annealing | Restore ductility after cold work | Reduced work hardening and improved formability | Rolled, drawn, or cold-worked aluminum |
For aluminum tube manufacturing, partial annealing or controlled stress relief may be more practical than full annealing. A tube end may need better ductility for expansion, but the full aluminum telescopic pole still needs enough stiffness to resist bending during use.

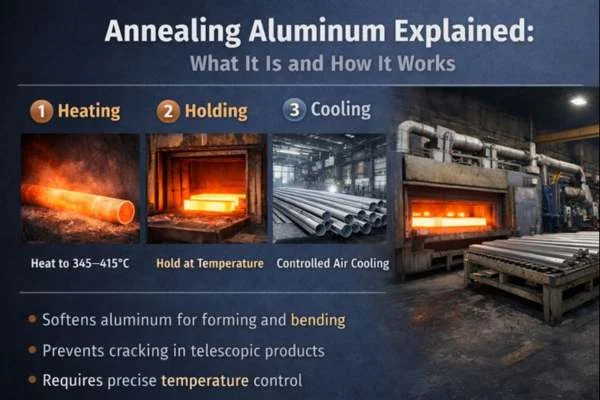
Como funciona o processo de recozimento do alumínio (passo a passo)

O recozimento do alumínio segue três etapas controladas. Os problemas geralmente ocorrem quando uma delas é feita de forma apressada ou irregular.
1. Aquecimento
O alumínio é aquecido a uma faixa de temperatura definida com base no tipo de liga.
O aquecimento uniforme é crucial, especialmente para tubos longos onde a variação de temperatura de uma extremidade à outra é comum.
2. Segurando
O alumínio permanece a uma temperatura por tempo suficiente para que as tensões internas sejam liberadas.
Uma fixação insuficiente deixa o metal parcialmente endurecido; uma fixação excessiva pode enfraquecer a estrutura granular.
3. Resfriamento
Maioria alumínio usos de recozimento resfriamento por ar natural ou controlado.
Diferentemente do aço, o resfriamento rápido não é necessário para o recozimento do alumínio.
Temperatura de recozimento do alumínio por série de ligas
Diferentes ligas metálicas reagem de forma diferente ao calor. Tratá-las da mesma maneira é um erro comum na produção.
| Série de ligas | Faixa típica de recozimento | Notas práticas |
|---|---|---|
| 3xxx | 345–415 °C | Estável, tolerante, amplamente utilizado em tubos. |
| 5xxx | 345–415 °C | O teor de magnésio requer controle rigoroso. |
| 6xxx | 350–410 °C | Comum em postes telescópicos e tubos estruturais. |
Problema do mundo real:
Em tubos da série 6xxx usados em sistemas telescópicos, o recozimento insuficiente geralmente se manifesta como rachaduras durante a expansão ou deslizamento irregular durante a montagem.
Como o recozimento altera as propriedades do alumínio (o que você realmente notará)
O recozimento altera o comportamento do alumínio, não sua aparência.
Após o recozimento:
- A dureza diminui
- A ductilidade aumenta.
- A força de formação cai
- Superfícies deslizantes se movem com mais suavidade
A contrapartida é a resistência. É por isso que muitos produtos são recozidos. antes de formar, e, posteriormente, submetido a tratamento térmico caso seja necessária maior resistência.
Recozimento versus tratamento térmico: uma diferença clara para os compradores.
Esses dois processos são frequentemente confundidos, mas eles fazem coisas opostas.
- Recozimento: amolece o alumínio para possibilitar a sua moldagem
- Tratamento térmico: fortalece o alumínio após a conformação
Se o seu alumínio rachar durante curvatura, O recozimento é a solução.
Se o seu alumínio se deforma com muita facilidade durante o uso, o tratamento térmico é a solução.
Eles resolvem problemas diferentes.
Exemplo de fábrica: Recozimento de alumínio para postes telescópicos de piscina

Postes telescópicos para piscina impor altas exigências a tubos de alumínio:
- Paredes finas
- Comprimentos longos
- Deslizamento repetido durante o uso
Antes do recozimento controlado, os problemas comuns de produção incluem:
- Rachaduras durante a expansão do tubo
- Sensação de deslizamento irregular entre os tubos interno e externo
- Altas taxas de rejeição na montagem.
Após a introdução de uma etapa de recozimento controlado:
- A expansão do tubo tornou-se mais estável.
- O atrito de deslizamento diminuiu.
- Os defeitos de montagem foram significativamente reduzidos.
Para produtos telescópicos de alumínio, o recozimento muitas vezes faz a diferença entre uma montagem tranquila e ajustes constantes.
How to Anneal Aluminum in Industrial Production
Industrial aluminum annealing should be controlled, validated, and inspected. For OEM aluminum tubes and telescopic pole components, annealing should not be treated as random heating.
1. Identify Alloy Grade and Temper
Before annealing aluminum, the supplier must confirm the alloy grade and current temper. 6061-T6, 6063-T5, 3003-H14, 5052-H32, and 7075-T6 do not respond in the same way.
The supplier should check alloy grade, current temper, tube diameter, wall thickness, previous cold work level, required ductility, and final load requirement.
2. Define the Annealing Target
The supplier should define whether the target is full annealing, partial softening, stress relief, or improved ductility for a specific forming step.
For example, a tube end that cracks during expansion may only need controlled softening in the forming area, while a heavily cold-worked part may require broader annealing to restore ductility.
3. Select the Annealing Temperature Range
The aluminum annealing temperature should be selected according to alloy grade, temper, product geometry, wall thickness, and final performance.
Thin-wall aluminum tubes need more careful control than thick solid parts because they heat faster and may distort more easily.
4. Use Controlled Heating and Soaking
Industrial aluminum annealing should use controlled furnace heating instead of visual color judgment. Aluminum does not glow red at typical annealing temperatures like steel, so color is not a reliable indicator.
After the aluminum reaches the selected temperature, it is held for a controlled time. Holding time depends on alloy grade, wall thickness, tube size, cold work level, and target softness.
5. Cool and Inspect the Aluminum
After soaking, the aluminum is cooled under suitable conditions. For aluminum telescopic tubes, cooling control helps reduce bending, ovality change, and dimensional movement.
Post-annealing inspection should include tube diameter, wall thickness, straightness, roundness, surface condition, tube end forming result, sliding fit, and lock assembly force.
What Not to Do When Annealing Aluminum
Avoid these common aluminum annealing mistakes:
- Do not assume one annealing temperature works for all aluminum alloys.
- Do not heat aluminum by color; aluminum does not glow like steel at typical annealing temperatures.
- Do not anneal 6061-T6 or 7075-T6 aluminum if the final part must keep T6-level strength.
- Do not anneal precision aluminum tubes without checking straightness, roundness, diameter tolerance, and sliding fit afterward.
- Do not treat annealing as a repair for poor tube design, wrong wall thickness, unsuitable bend radius, or excessive expansion depth.
- Do not approve mass production without sample testing and pilot run validation.
Annealing Aluminum by Alloy: 6061, 6063, 3003, 5052 and 7075
Different aluminum alloys respond differently to annealing. The right process depends on alloy chemistry, temper, forming requirement, and final application.
6061 Aluminum Annealing
6061 aluminum is a heat-treatable alloy commonly used for structural parts, machined components, aluminum tubes, brackets, and engineered assemblies. Annealing 6061 aluminum can improve ductility and reduce hardness when the material needs additional forming after machining, extrusion, or cold work.
However, if 6061-T6 aluminum is annealed, it becomes softer and loses much of its T6 strength. For B2B aluminum tube projects, buyers should clearly specify whether the final requirement is soft formability, post-forming strength, or a controlled balance between the two.
6063 Aluminum Annealing
6063 aluminum is widely used for aluminum extrusions, aluminum profiles, aluminum tubes, and telescopic pole systems because it offers good extrudability, surface finishing quality, corrosion resistance, and stable forming performance.
6063 aluminum annealing may be evaluated when the tube requires end expansion, flaring, swaging, reducing, bending, or stable assembly with plastic locks, collars, plugs, buttons, or threaded tips.
For multi-section aluminum telescopic poles, even small differences in tube diameter, anodizing thickness, or roundness can affect sliding movement. This is why 6063 aluminum annealing should be evaluated as part of the full pole manufacturing process.
3003 and 5052 Aluminum Annealing
3003 aluminum is commonly used for formed parts, tubes, and general fabrication. Annealing 3003 aluminum can improve ductility and reduce cracking risk after cold working.
5052 aluminum offers good corrosion resistance and formability. Annealing 5052 aluminum may be used before forming, but process control is important to maintain stable mechanical behavior and surface quality.
7075 Aluminum Annealing
7075 aluminum is a high-strength alloy. Annealing or heat treatment of 7075 aluminum should be supplier-controlled and application-specific. It is not usually selected for simple forming unless strength requirements justify the extra process control.
Annealed Aluminum vs T5 and T6 Aluminum
Annealed aluminum, T5 aluminum, and T6 aluminum serve different purposes. Annealed aluminum is softer and easier to form, while T5 and T6 aluminum are used when strength, stiffness, and structural performance are more important.
| Comparison Item | Annealed Aluminum | T5 Aluminum | T6 Aluminum |
|---|---|---|---|
| Main Purpose | Improve formability | Controlled strength after cooling and aging | Higher strength after solution treatment and aging |
| Dureza | Mais baixo | Médio | Mais alto |
| Ductility | Mais alto | Médio | Lower than annealed condition |
| Bending Performance | Melhorar | Depends on radius and alloy | Higher cracking risk under tight bending |
| Tube Expansion | Mais fácil | May require testing | May crack if forming is severe |
| Telescopic Pole Relevance | Useful for formed tube ends | Common for extruded pole tubes | Useful when strength and stiffness are required |
| Risco principal | Too soft for final load | Must match application | Loses strength if annealed |
For aluminum telescopic poles, the best material condition depends on product design. A long extension pole may need stiffness and strength, while a tube end that must be expanded or flared may need improved ductility before forming.
If your project also involves lock structure selection, the tube temper should be reviewed together with the locking system. Different structures in a telescoping pole locking mechanism can place different stress on the aluminum tube during extension, tightening, or repeated use.
When Does Aluminum Need Annealing?
Not every aluminum tube project needs annealing. Annealed aluminum is useful when formability is the priority, but standard temper aluminum may be better when the final product needs stiffness, strength, and dimensional stability.
Choose Annealed Aluminum When
Choose annealed aluminum when:
- The tube must be expanded, flared, bent, or swaged.
- Cracking appears during secondary forming.
- The part needs high ductility before assembly.
- The material has accumulated cold work.
- The tube end requires a special shape.
- The forming depth is difficult for the current temper.
- The project is in sample testing or pilot run validation.
Avoid Annealed Aluminum or Evaluate Carefully When
Avoid annealed aluminum or evaluate it carefully when:
- The final pole needs maximum stiffness.
- The part must retain T5 or T6 strength.
- The tube wall is thin and may deform under load.
- The telescopic system requires tight sliding tolerance and high rigidity.
- The part carries structural load.
- The current temper already passes forming and assembly tests.
- Surface finishing or dimensional stability may be affected.
For custom aluminum telescopic pole projects, the better question is not “Is annealed aluminum good?” The better question is:
Does annealing improve forming stability without damaging final strength, tolerance, surface finish, or assembly performance?
This same material decision logic also matters when comparing different pole materials. For example, aluminum and fiberglass behave differently in stiffness, weight, corrosion resistance, and extension stability. You can review this topic in our guide to aluminum vs fiberglass extension poles.
Annealing Aluminum Before Bending, Flaring, Expansion and Swaging
Aluminum tubes often go through several processing steps after extrusion, including cutting, drilling, punching, slotting, tapping, grooving, swaging, reducing, flaring, and expansion.
| Forming Process | Why Annealing May Help | Key Risk to Check |
|---|---|---|
| Dobrar | Reduces cracking when bend radius is tight | Tube flattening, springback, strength loss |
| Alargamento | Helps the tube end open more smoothly | Edge splitting, uneven flare shape |
| Expansion | Improves ductility for plastic locks, collars, or connectors | Tube end cracking, ovality change |
| Swaging / Reducing | Improves formability when changing tube diameter | Wrinkling, local thinning, shape instability |
| Punching / Slotting | May reduce local cracking in stressed material | Hole deformation, burrs, tolerance shift |
Controlled annealing before expansion can improve forming stability, reduce cracking, and make assembly force more consistent. This is especially relevant when the aluminum tube must work with a mastro telescópico com trava giratória structure or other plastic locking components.

Common Aluminum Annealing Defects and Prevention
If aluminum annealing is not controlled correctly, it can create new problems instead of solving forming issues. For aluminum tubes and telescopic pole components, defects often appear during forming, anodizing, assembly, or final function testing.
| Defeito | Possible Cause | Impact on Aluminum Tubes | Prevention |
|---|---|---|---|
| Tube end cracking | Material too hard or insufficient ductility | Lock collar, connector, or end cap cannot assemble properly | Evaluate annealing before expansion, flaring, or swaging |
| Ovality change | Uneven heating, poor fixture support, or thin wall deformation | Telescopic sliding becomes unstable | Control heating support, cooling method, and dimensional inspection |
| Loss of stiffness | Over-annealing or wrong temper selection | Pole feels weak under load or extension | Match annealing process with final strength target |
| Surface discoloration | Poor furnace atmosphere, contamination, or poor cleaning | Anodized finish inconsistency | Clean surface and control heat treatment sequence |
| Inconsistent expansion force | Batch variation or unstable heating | Assembly force changes between batches | Use batch traceability and forming trials |
| Tube bending or warping | Uneven heating or poor tube support | Difficult sliding and poor appearance | Use proper fixtures and straightness inspection |
| Poor anodizing consistency | Heat treatment and surface condition not controlled | Color difference between tube sections | Plan annealing before finishing and inspect surface quality |
| Excessive softness at tube end | Local overheating or incorrect time | Lock area may deform during use | Validate annealing range through sample testing |
For OEM aluminum tube projects, every annealing process should be linked with batch traceability, material inspection, dimensional checking, forming trials, surface finishing tests, and final assembly testing.
Where Annealing Fits in Aluminum Tube Manufacturing
Annealing aluminum should be considered within the full aluminum tube manufacturing workflow. For telescopic pole projects, the process sequence affects tube precision, surface appearance, forming quality, and final assembly.
A typical aluminum telescopic tube workflow may include:
- Alloy selection and extrusion die design
- Extrusão de tubo de alumínio
- Straightening and initial dimensional inspection
- Cutting to required length
- Annealing evaluation before forming
- Tube expansion, flaring, swaging, reducing, punching, or slotting
- Surface finishing such as anodizing, sandblasting, or powder coating
- Plastic lock, connector, plug, grip, or end cap assembly
- Sliding fit, locking force, straightness, and appearance inspection
- Packaging, labeling, OEM branding, and shipment
For multi-section telescopic poles, even small differences in anodizing thickness, tube roundness, or diameter tolerance can affect sliding movement. If the final product is a mastro extensor para piscina, the tube surface must support both corrosion resistance and smooth adjustment.
The key point is simple: if annealing improves tube end forming but creates poor sliding fit after anodizing, the process is not successful. If annealing reduces cracking but makes the final pole too soft, the design must be adjusted.
Buyer Checklist for Annealed Aluminum Tubes
When purchasing annealed aluminum tubes or custom aluminum telescopic pole components, buyers should avoid vague requirements such as “soft aluminum tube” or “easy to bend aluminum.” Instead, the specification should clearly define alloy, temper, dimensions, forming process, surface finish, and final application.
| Item de especificação | Recommended Information |
|---|---|
| Grau de liga | 6061, 6063, 6005, 3003, 5052, 7075, or custom alloy |
| Temper Requirement | Annealed, T5, T6, or project-specific condition |
| Diâmetro do tubo | Outer diameter and inner diameter |
| Espessura da parede | Required thickness and tolerance |
| Comprimento | Cut length and tolerance |
| Forming Process | Bending, flaring, expansion, swaging, reducing, punching, drilling, slotting |
| Acabamento da superfície | Anodized, sandblasted, powder coated, polished, custom color |
| Assembly Requirement | Plastic lock, rubber grip, connector, threaded insert, end cap, button |
| Function Requirement | Sliding fit, locking force, stiffness, corrosion resistance, appearance |
| Controle de qualidade | Dimensional inspection, surface inspection, assembly testing |
| Embalagem | Bulk packaging, retail packaging, logo branding |
To help the supplier evaluate whether aluminum annealing is required, send alloy grade, current temper, tube drawing, wall thickness, forming requirement, surface finish, assembly parts, final application, expected quantity, and inspection standard.
How Xingyong Supports Aluminum Tube and Telescopic Pole Projects
Xingyong does not treat annealing as a default process. For each custom aluminum tube or telescopic pole project, we first review alloy grade, temper, wall thickness, tube diameter, forming depth, lock structure, anodizing requirement, surface finish, and final sliding tolerance.
If forming trials show cracking, unstable expansion, poor flaring, difficult swaging, or inconsistent lock assembly force, Xingyong can test whether controlled annealing improves formability without making the aluminum tube too soft for final use.
Because Xingyong supports aluminum tube extrusion, precision finishing, plastic lock development, surface treatment, and final telescopic pole assembly, annealing decisions can be evaluated together with the complete product structure instead of as an isolated heat treatment step.
Xingyong pode apoiar:
- Aluminum alloy tube extrusion
- Custom tube diameter and wall thickness
- Tolerance control for multi-section telescopic systems
- Cutting, drilling, punching, slotting, tapping, grooving, swaging, reducing, flaring, and expansion
- Anodizing, sandblasting, powder coating, and custom surface finishing
- Plastic lock, connector, collar, handle, plug, and molded component development
- Final telescopic pole assembly and functional testing
- Custom packaging, labeling, logo branding, and OEM production
Unlike suppliers that only produce aluminum tubes or only supply plastic pole accessories, Xingyong can coordinate aluminum tube manufacturing, plastic component development, surface finishing, and final telescopic pole assembly in one production workflow.
FAQ About Annealing Aluminum
What temperature is used to anneal aluminum?
Many practical aluminum annealing references fall around 300–415°C / 570–780°F. The exact annealing temperature depends on alloy grade, temper, wall thickness, prior cold work, part geometry, and required final mechanical properties.
What is the annealing temperature for 6061 aluminum?
6061 aluminum is often annealed within a practical reference range of about 345–415°C / 650–780°F, depending on product form and required condition. If 6061-T6 aluminum is annealed, it becomes softer and loses much of its T6 strength.
What is the annealing temperature for 6063 aluminum?
6063 aluminum is commonly annealed around 345–410°C / 650–770°F, depending on temper, wall thickness, and forming requirement. 6063 aluminum is widely used for aluminum extrusions, aluminum tubes, and telescopic pole sections.
Can 6061-T6 aluminum be annealed?
Yes. 6061-T6 aluminum can be annealed to improve ductility and reduce hardness. However, annealing removes much of the T6 strength, so it should only be used when formability is more important than retaining T6-level mechanical performance.
Does annealing aluminum make it weaker?
Yes. Annealing aluminum usually reduces hardness and tensile strength because the process softens the material and improves ductility. This is useful before bending, flaring, tube expansion, or swaging, but it may not be suitable if the final part must retain high stiffness or T6-level strength.
Is annealing aluminum the same as heat treating?
Annealing aluminum is one type of heat treatment, but it is not the same as solution heat treatment or artificial aging. Annealing usually softens aluminum, while solution heat treatment and aging are often used to increase strength in heat-treatable aluminum alloys.
Do aluminum tubes need annealing before expansion or flaring?
Some aluminum tubes need annealing before expansion or flaring, especially thin-wall tubes, work-hardened tubes, or tubes with deep forming requirements. Annealing improves ductility and helps reduce splitting at the tube end.
How can you tell if aluminum is annealed?
Annealed aluminum is usually softer and more ductile than work-hardened or T5/T6 aluminum. In production, the condition should be confirmed through material documents, hardness testing, forming trials, dimensional inspection, and supplier process records instead of appearance alone.
O alumínio pode ser recozido mais de uma vez?
Yes. Aluminum can be annealed more than once if the process is controlled correctly. However, repeated heating must be evaluated carefully because it can affect mechanical properties, surface condition, dimensions, and final product performance.
Is annealed aluminum good for telescopic poles?
Annealed aluminum can be useful for specific telescopic pole forming steps, such as tube expansion, flaring, swaging, or reducing. However, the final pole still needs enough strength and stiffness, so annealing must be matched with the pole structure, lock design, tube tolerance, and application requirement.
Conclusion
Annealing aluminum is not simply a fixed-temperature softening operation. It is a manufacturing decision based on alloy grade, temper, cold work level, wall thickness, forming difficulty, final strength, surface finish, and dimensional tolerance.
For general aluminum fabrication, annealing aluminum can improve ductility, reduce internal stress, and support bending, flaring, expansion, swaging, reducing, and forming. For aluminum tubes, extrusions, and telescopic poles, annealing can also affect tube end forming, plastic lock assembly, sliding smoothness, anodizing consistency, batch repeatability, and final product quality.
If your aluminum tube or telescopic pole project involves cracking during expansion, unstable flaring, difficult plastic lock assembly, swaging defects, or strict sliding tolerance, send Xingyong your alloy grade, tube drawing, wall thickness, forming requirement, surface finish, and final application. Our team can evaluate whether annealing is required and help build a manufacturable OEM production plan from aluminum tube production to final telescopic pole assembly.


