
O superaquecimento é uma das maneiras mais rápidas de reduzir a vida útil de produtos eletrônicos. LEDs Escurecimento precoce. Fontes de alimentação com potência reduzida. Sistemas de controle com falhas em campo. Muitos desses problemas remontam a uma única decisão: a escolha de um dissipador de calor inadequado. Para compradores OEM, a escolha de uma solução de resfriamento não é apenas uma questão térmica, mas também uma decisão de fornecimento e produção. Um dissipador de calor extrudado costuma ser a opção padrão, mas nem sempre a mais adequada. Este guia explica o que é um dissipador de calor extrudado, como ele é fabricado e como os compradores OEM devem avaliá-lo para produção em larga escala, controle de custos e estabilidade de fornecimento a longo prazo.

O que é um dissipador de calor extrudado e quando os compradores OEM o utilizam?
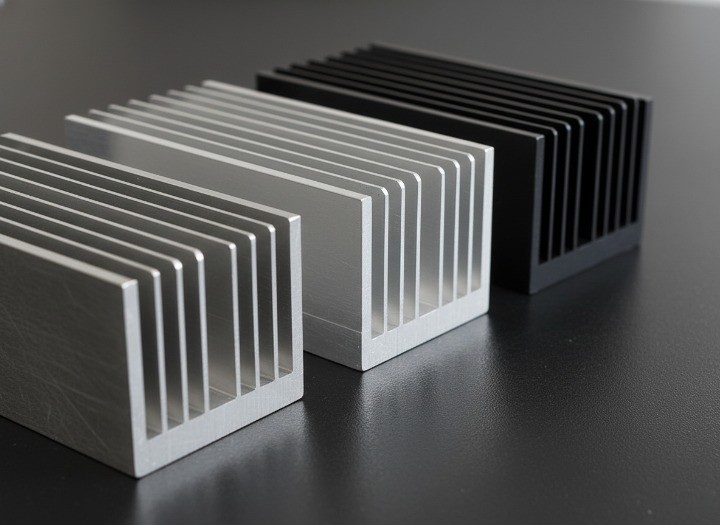
Um dissipador de calor extrudado é um Componente de dissipação de calor fabricado forçando alumínio aquecido através de uma matriz moldada., criando um perfil longo com seção transversal constante e aletas integradas.
Os compradores de equipamentos originais (OEM) geralmente optam pela extrusão quando:
- O dissipador de calor tem um perfil linear ou retangular
- Os volumes de produção são médio a alto
- O projeto deve ser repetível e estável em longos períodos de execução.
- O custo por unidade importa mais do que a geometria 3D complexa.
Graças à seção transversal fixa, a extrusão proporciona desempenho térmico e mecânico previsível em milhares ou milhões de peças.
Como são fabricados os dissipadores de calor extrudados

Os dissipadores de calor extrudados seguem um processo de fabricação controlado e repetível.
Processo de extrusão de alumínio
- Os tarugos de alumínio são aquecidos a cerca de 450–500°C.
- O tarugo é empurrado através de uma matriz de aço temperado.
- Um contínuo perfil sai do molde com aletas e base já formadas.
- O perfil é resfriado, endireitado e cortado no comprimento desejado.
Processamento secundário
A maioria dos dissipadores de calor de fabricantes originais requer etapas adicionais:
- CNC perfuração ou roscas para furos de montagem
- Moagem ranhuras ou recortes
- Rebarbação para proteger a fiação e os trabalhadores da montagem
- Acabamentos de superfície, tais como anodização
Essa combinação de extrusão e usinagem é o que torna os dissipadores de calor extrudados flexíveis para aplicações OEM.
Materiais e acabamentos usados em dissipadores de calor extrudados
Ligas de alumínio comuns
A maioria dos dissipadores de calor extrudados utiliza:
- Alumínio 6063-T5 para boa condutividade térmica e excelente extrudabilidade.
- O alumínio 6061 é utilizado quando se exige maior resistência, com algumas desvantagens em termos de acabamento superficial.
O aço 6063 é amplamente preferido por apresentar um equilíbrio entre:
- Superfície lisa após a extrusão
- Resultados de anodização consistentes
- Controle dimensional estável em perfis longos
Acabamentos de superfície
As opções de acabamento mais comuns incluem:
- Acabamento de fábrica para o menor custo.
- Anodização transparente para resistência à corrosão
- Anodização preta para melhorar a radiação térmica e a uniformidade visual.
Em sistemas de convecção natural, a anodização preta pode melhorar a dissipação de calor. Em sistemas de ar forçado, o projeto do fluxo de ar é mais importante do que a cor.
Regras de projeto que afetam o custo e o desempenho
Suposições de projeto inadequadas causam reformulações, alterações de ferramentas e atrasos no lançamento. Os compradores de OEMs devem compreender essas limitações desde o início.
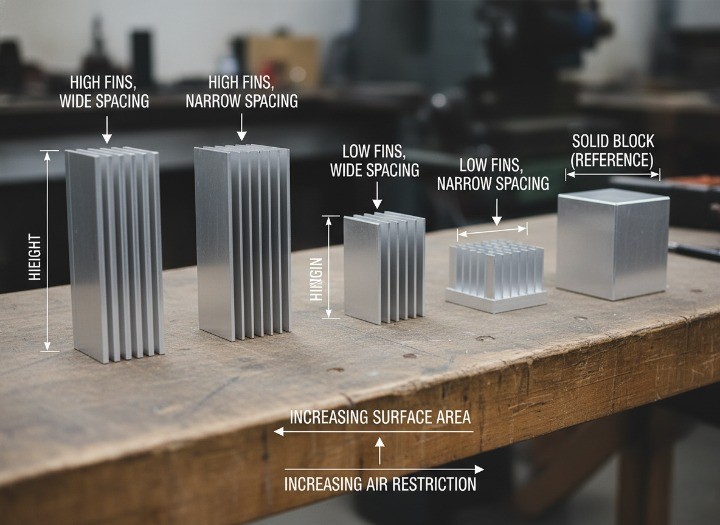
Espaçamento e altura das aletas
- Aletas muito finas aumentam o risco da matriz e o custo da extrusão.
- O espaçamento extremamente estreito entre as aletas pode reduzir a eficiência do fluxo de ar.
- A altura da aleta é limitada pela estabilidade da extrusão e pela retidão.
Espessura da base
- Bases mais grossas distribuem melhor o calor.
- Bases mais finas reduzem o peso e o custo do material.
- Os requisitos de planicidade devem corresponder ao material da interface térmica utilizado.
Orientação e fluxo de ar
- As aletas verticais são as mais indicadas para convecção natural.
- As aletas paralelas alinham-se melhor com o fluxo de ar forçado.
- Projetos de aletas densas exigem análise da pressão do ventilador.
Dissipadores de calor extrudados, fundidos sob pressão e com aletas coladas
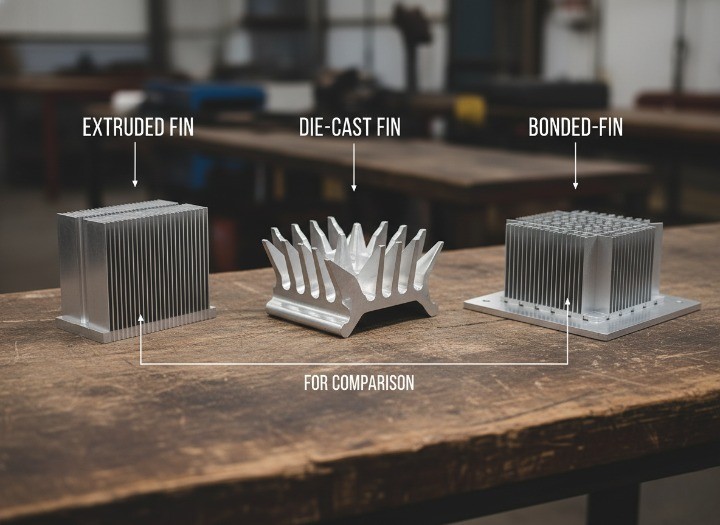
Os compradores de equipamentos originais (OEMs) costumam comparar várias tecnologias de dissipadores de calor antes de definir um projeto.
Tabela de comparação
| Tipo | Melhor caso de uso | Custo das ferramentas | Liberdade de forma | Custo unitário em escala |
|---|---|---|---|---|
| dissipador de calor extrudado | Perfis lineares, ordens repetidas | Baixo | Médio | Baixo |
| dissipador de calor fundido | Formas complexas, características integradas | Médio | Alto | Médio |
| dissipador de calor com aletas coladas | Resfriamento de alta densidade de potência | Baixo | Alto | Alto |
A extrusão funciona melhor quando o perfil pode permanecer simples e os volumes de produção justificam o investimento na matriz.
Lista de verificação de solicitação de cotação (RFQ) para dissipadores de calor extrudados de fabricantes de equipamentos originais (OEM).
Uma solicitação de cotação (RFQ) clara reduz os ciclos de cotação e evita surpresas.
O que incluir
- Desenho 2D com tolerâncias críticas
- Arquivo CAD 3D do dissipador de calor
- Requisitos térmicos: potência, aumento de temperatura alvo, fluxo de ar
- Requisitos de acabamento e expectativas estéticas
- Método de montagem e detalhes dos fixadores
O que os compradores frequentemente não percebem
- Requisitos de planicidade na superfície de contato
- Tolerância da espessura da anodização
- Embalagem para proteger as barbatanas durante o transporte.
- Método de inspeção e critérios de aceitação
Fornecer essa informação antecipadamente ajuda os fornecedores a cotarem orçamentos com precisão e rapidez.
Fatores de custo e lógica de MOQ
Compreender a estrutura de custos ajuda os compradores a negociar com eficácia.
Principais fatores de custo
- Custo da matriz de extrusão (pagamento único)
- Dimensões do perfil e peso do alumínio
- Conteúdo de usinagem CNC por peça
- Requisitos de acabamento superficial e mascaramento
- Nível de embalagem e inspeção
Considerações sobre a quantidade mínima de encomenda (MOQ)
- Quantidades mínimas de encomenda (MOQs) mais baixas aumentam o custo por unidade.
- Matrizes existentes reduzem o custo das ferramentas.
- Pedidos repetidos estabilizam os preços e o prazo de entrega.
Os compradores de equipamentos originais (OEM) geralmente solicitam dois orçamentos: um usando um perfil padrão e outro com uma matriz personalizada.
Pontos de controle de qualidade para compradores OEM
Antes do envio, os compradores devem alinhar os padrões de inspeção.
As principais verificações incluem:
- Verificação de ligas metálicas por meio de testes espectrométricos.
- Inspeção dimensional do espaçamento das aletas e da espessura da base
- Medição de planicidade na superfície de montagem
- Inspeção visual para detecção de arranhões e defeitos de anodização.
Para aplicações automotivas ou regulamentadas, pode ser necessária documentação no estilo PPAP ou IATF.
!alt ferramentas de inspeção e controle de qualidade de dissipadores de calor de alumínio
Prazo de entrega e considerações sobre o comércio internacional
Prazos de entrega típicos:
- Nova matriz de extrusão e primeiras amostras: 3 a 5 semanas
- Pedidos repetidos com matrizes existentes: 2 a 3 semanas
Considerações comerciais:
- Classificação do código HS para perfis de alumínio
- Design da embalagem para evitar danos às aletas durante o transporte.
- Incoterms claros para definir responsabilidade e custo.
O alinhamento prévio nesses pontos evita atrasos alfandegários e reclamações por danos.
Perguntas frequentes de compradores OEM
Um dissipador de calor extrudado é melhor do que um usinado?
A extrusão é mais rentável para grandes volumes de produção. Dissipadores de calor totalmente usinados são utilizados para protótipos ou produções de baixo volume.
A anodização preta sempre melhora o resfriamento?
Isso ajuda na dissipação da radiação em sistemas de convecção natural. Em sistemas de ar forçado, o fluxo de ar é o fator determinante do desempenho.
O espaçamento das aletas pode ser alterado posteriormente?
Somente modificando ou substituindo a matriz de extrusão, o que aumenta o custo e o tempo.
Quais arquivos são necessários para o orçamento?
Normalmente, um desenho em 2D, um modelo em 3D e os requisitos térmicos são suficientes.
Uma maneira prática de decidir
Escolha um dissipador de calor extrudado se:
- Seu projeto possui uma seção transversal constante.
- Você espera pedidos repetidos
- Você deseja custos e desempenho previsíveis.
- Você pode gerenciar a usinagem secundária separadamente.
Se a geometria se tornar complexa ou for necessária integração, considere projetos de fundição sob pressão ou de aletas coladas.
Fale com um parceiro OEM de extrusão.
Se você estiver buscando dissipadores de calor extrudados para produção, compartilhe seu desenho, a potência desejada e as condições de fluxo de ar. Um fornecedor qualificado poderá avaliar a viabilidade, estimar o custo das ferramentas e sugerir otimizações de perfil antes de você fechar negócio.


