
El sobrecalentamiento es una de las formas más rápidas de acortar la vida útil de los productos electrónicos. LED Atenuación temprana. Las fuentes de alimentación se desclasifican. Los sistemas de control fallan en campo. Muchos de estos problemas se deben a una sola decisión: el disipador de calor incorrecto. Para los compradores OEM, elegir una solución de refrigeración no es solo una cuestión térmica, sino también una decisión de abastecimiento y producción. Un disipador de calor extruido suele ser la opción predeterminada, pero no siempre la correcta. Esta guía explica qué es un disipador de calor extruido, cómo se fabrica y cómo los compradores OEM deben evaluarlo para la producción en masa, el control de costos y la estabilidad del suministro a largo plazo.

¿Qué es un disipador de calor extruido y cuándo lo utilizan los compradores OEM?
Un disipador de calor extruido es un Componente de disipación de calor fabricado forzando el aluminio calentado a través de una matriz moldeada., creando un perfil largo con una sección transversal constante y aletas integradas.
Los compradores OEM generalmente eligen la extrusión cuando:
- El disipador de calor tiene un perfil lineal o rectangular
- Los volúmenes de producción son medio a alto
- El diseño debe ser repetible y estable en tiradas largas
- El coste por unidad importa más que la geometría 3D compleja
Debido a que la sección transversal es fija, la extrusión ofrece un rendimiento térmico y mecánico predecible en miles o millones de piezas.
Cómo se fabrican los disipadores de calor extruidos

Los disipadores de calor extruidos siguen un proceso de fabricación controlado y repetible.
Proceso de extrusión de aluminio
- Los tochos de aluminio se calientan a unos 450–500 °C.
- El tocho se empuja a través de una matriz de acero endurecido.
- Un continuo perfil sale del troquel con las aletas y la base ya formadas
- El perfil se enfría, se endereza y se corta a medida.
Procesamiento secundario
La mayoría de los disipadores de calor OEM requieren pasos adicionales:
- CNC perforación o roscar para agujeros de montaje
- Molienda ranuras o recortes
- Desbarbado para proteger a los trabajadores del cableado y del montaje
- Acabado de superficies como anodizado
Esta combinación de extrusión más mecanizado es lo que hace que los disipadores de calor extruidos sean flexibles para aplicaciones OEM.
Materiales y acabados utilizados en disipadores de calor extruidos
Aleaciones de aluminio comunes
La mayoría de los disipadores de calor extruidos utilizan:
- Aluminio 6063-T5 para una buena conductividad térmica y excelente extruibilidad
- Aluminio 6061 cuando se requiere mayor resistencia, con compensaciones en el acabado de la superficie
El 6063 es ampliamente preferido porque equilibra:
- Superficie lisa después de la extrusión
- Resultados de anodizado consistentes
- Control dimensional estable en perfiles largos
Acabados superficiales
Las opciones de acabado más comunes incluyen:
- Acabado de molino al menor costo
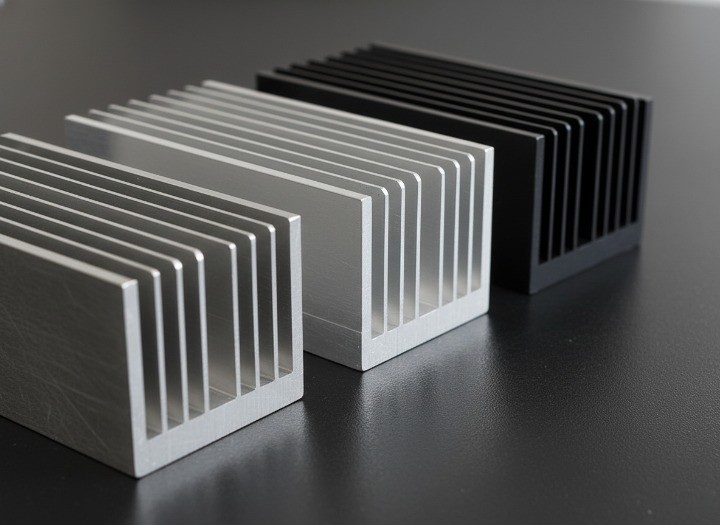
- Anodizado transparente para resistencia a la corrosión.
- Anodizado negro para mejorar la radiación térmica y la uniformidad visual.
En sistemas de convección natural, el anodizado negro puede mejorar la disipación del calor. En sistemas de aire forzado, el diseño del flujo de aire es más importante que el color.
Reglas de diseño que afectan el costo y el rendimiento
Las suposiciones de diseño deficientes provocan rediseños, cambios de herramientas y retrasos en los lanzamientos. Los compradores de equipos originales (OEM) deben comprender estas limitaciones con antelación.
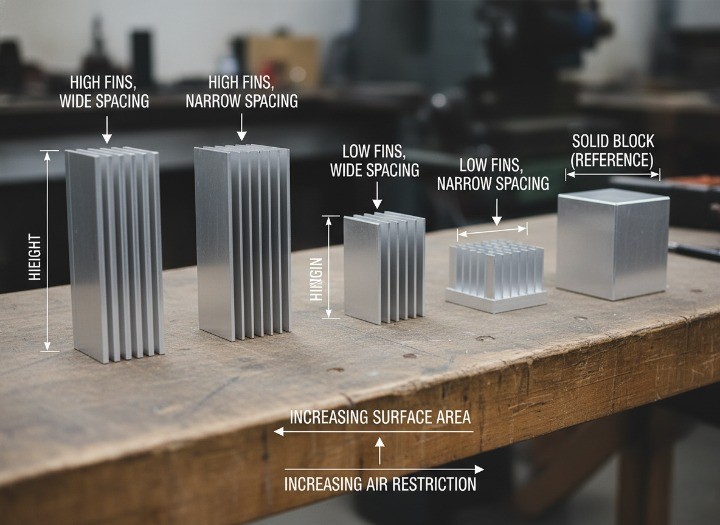
Espaciado y altura de las aletas
- Las aletas muy delgadas aumentan el riesgo de troquelado y el costo de extrusión.
- Un espaciado extremadamente estrecho entre las aletas puede reducir la eficiencia del flujo de aire
- La altura de la aleta está limitada por la estabilidad y la rectitud de la extrusión.
Espesor de la base
- Las bases más gruesas distribuyen mejor el calor
- Las bases más delgadas reducen el peso y el costo del material
- Los requisitos de planitud deben coincidir con el material de interfaz térmica utilizado
Orientación y flujo de aire
- Las aletas verticales funcionan mejor para la convección natural.
- Las aletas paralelas se alinean mejor con el flujo de aire forzado
- Los diseños de aletas densas requieren un análisis de la presión del ventilador.
Disipadores de calor extruidos, fundidos a presión y con aletas adheridas
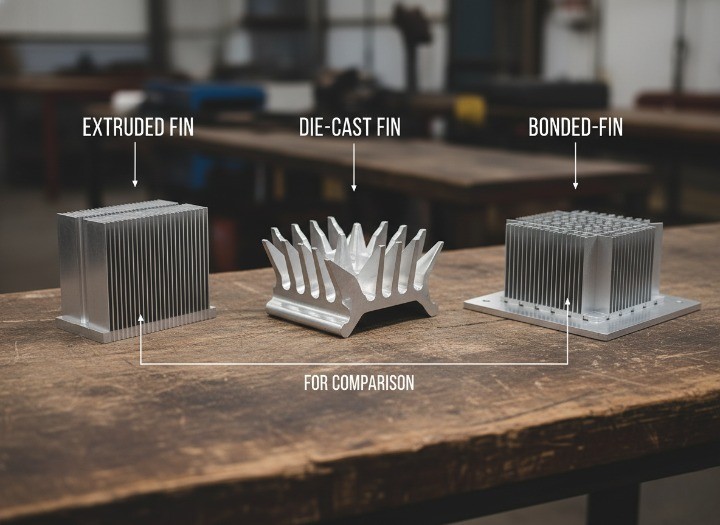
Los compradores OEM a menudo comparan múltiples tecnologías de disipadores de calor antes de decidirse por un diseño.
Tabla comparativa
| Tipo | Mejor caso de uso | Costo de herramientas | Libertad de forma | Costo unitario a escala |
|---|---|---|---|---|
| Disipador de calor extruido | Perfiles lineales, pedidos repetidos | Bajo | Medio | Bajo |
| Disipador de calor de fundición a presión | Formas complejas, características integradas | Medio | Alto | Medio |
| Disipador de calor de aletas adheridas | Refrigeración de alta densidad de potencia | Bajo | Alto | Alto |
La extrusión funciona mejor cuando el perfil puede permanecer simple y los volúmenes de producción justifican la inversión en la matriz.
Lista de verificación de RFQ de OEM para disipadores de calor extruidos
Una RFQ clara reduce los ciclos de cotización y evita sorpresas.
Qué incluir
- Dibujo 2D con tolerancias críticas
- Archivo CAD 3D del disipador de calor
- Requisitos térmicos: potencia, aumento de la temperatura objetivo, flujo de aire
- Requisitos de acabado y expectativas cosméticas
- Método de montaje y detalles de fijación
Lo que los compradores a menudo pasan por alto
- Requisitos de planitud en la superficie de contacto
- Tolerancia de espesor de anodizado
- Embalaje para proteger las aletas durante el envío
- Método de inspección y criterios de aceptación
Proporcionar esto por adelantado ayuda a los proveedores a cotizar con precisión y rapidez.
Factores de costo y lógica de MOQ
Comprender la estructura de costos ayuda a los compradores a negociar eficazmente.
Principales factores de costo
- Costo de la matriz de extrusión (una sola vez)
- Tamaño del perfil y peso del aluminio.
- Contenido de mecanizado CNC por pieza
- Requisitos de acabado superficial y enmascaramiento
- Nivel de embalaje e inspección
Consideraciones sobre la cantidad mínima de pedido (MOQ)
- Los MOQ más bajos aumentan el costo por unidad
- Las matrices existentes reducen el gasto en herramientas
- Los pedidos repetidos estabilizan los precios y el plazo de entrega
Los compradores OEM a menudo solicitan dos cotizaciones: una con un perfil estándar y otra con una matriz personalizada.
Puntos de control de calidad para compradores OEM
Antes del envío, los compradores deben ponerse de acuerdo sobre los estándares de inspección.
Las comprobaciones clave incluyen:
- Verificación de aleaciones mediante pruebas con espectrómetro
- Inspección dimensional del espaciado de las aletas y el espesor de la base
- Medición de planitud en la superficie de montaje
- Inspección visual para detectar arañazos y defectos de anodizado.
Para aplicaciones automotrices o reguladas, puede requerirse documentación estilo PPAP o IATF.
Herramientas de inspección y control de calidad de disipadores de calor de aluminio !alt
Consideraciones sobre el plazo de entrega y el comercio internacional
Plazos de entrega típicos:
- Nueva matriz de extrusión y primeras muestras: 3–5 semanas
- Pedidos repetidos con matriz existente: 2 a 3 semanas
Consideraciones comerciales:
- Clasificación del código HS para perfiles de aluminio
- Diseño de embalaje para evitar daños en las aletas durante el transporte.
- Incoterms claros para definir responsabilidad y coste
La alineación temprana en estos puntos evita retrasos en la aduana y reclamaciones por daños.
Preguntas frecuentes de los compradores de OEM
¿Es mejor un disipador de calor extruido que uno mecanizado?
La extrusión es más rentable para grandes volúmenes. Los disipadores de calor totalmente mecanizados se utilizan para prototipos o tiradas cortas.
¿El anodizado negro siempre mejora la refrigeración?
Favorece la radiación en la convección natural. En sistemas de aire forzado, el flujo de aire es fundamental para el rendimiento.
¿Se puede cambiar el espaciado de las aletas más tarde?
Solamente modificando o reemplazando la matriz de extrusión, lo que agrega costos y tiempo.
¿Qué archivos se necesitan para cotizar?
Generalmente, un dibujo 2D, un modelo 3D y los requisitos térmicos son suficientes.
Una forma práctica de decidir
Elija un disipador de calor extruido si:
- Su diseño tiene una sección transversal constante
- Esperas pedidos repetidos
- Quiere un coste y un rendimiento predecibles
- Puede gestionar el mecanizado secundario por separado
Si la geometría se vuelve compleja o se requiere integración, considere en su lugar diseños de fundición a presión o de aletas adheridas.
Hable con un socio de extrusión OEM
Si busca disipadores de calor extruidos para producción, comparta su plano, la potencia objetivo y las condiciones de flujo de aire. Un proveedor calificado puede evaluar la viabilidad, estimar las herramientas y sugerir optimizaciones de perfil antes de comprometerse.


