
CNC Cutting
Servo-fed saws cut anodized tubes to telescopic-section length within ±0.2 mm, with inline deburr in the same cycle to protect the inner-tube sliding fit.

Processus de fabrication
Xingyong runs every stage of pool telescopic pole production under one Jiangsu roof — from DFM and 6063 aluminum extrusion to anodizing, CNC post-processing, plastic locking, assembly, and retail-ready packaging. Since 2002, this single-factory pipeline has shipped to retailers in 50+ countries, including top US big-box chains.
Step 01
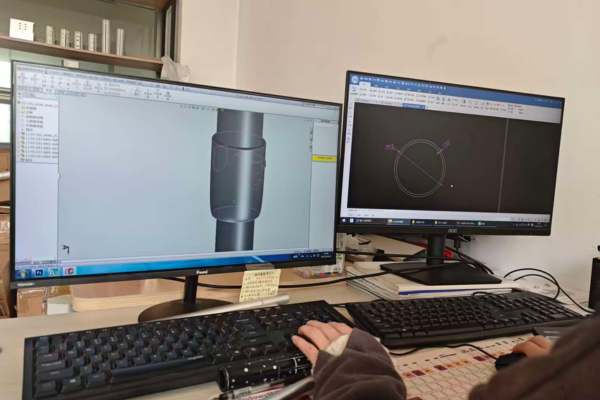
Xingyong 's engineering team accepts CAD, STEP, IGES, PDF, hand sketches, or physical samples and converts them into a manufacturable telescopic pole drawing. We evaluate tube OD, ID, wall thickness, lock geometry, and the clearance fit between sections so the finished pole slides smoothly and locks without wobble — the single hardest tolerance problem in any multi-section poteau de billard.
For pool brands who arrive with only a concept, we propose a structure based on what you describe: hidden-cam locking, internal positioning, end-stop, magnetic, or threaded. The output of Step 01 is a DFM-checked 2D drawing plus a 3D STEP file ready for tooling.
See input formats and IP policy on OEM & custom services, or jump to capabilities for the full structure menu.
Step 02
Every batch of billet is verified on an Oxford optical-emission spectrometer for chemical composition before it enters the press queue. We stock aluminium 6063 for the bulk of perche télescopique tube extrusion and 6061 for higher-load handles and structural connectors.
Billet that fails composition, surface, or hardness inspection is rejected at the receiving gate and never reaches the press. This is the cheapest place in the pipeline to stop a tolerance problem — and the foundation that the next six steps stand on.
Mill certs per EN 10204 3.1 are available on request. Full traceability scope is on the quality assurance page.

Step 03

Xingyong's extrusion workshop operates 14 forward and reverse presses ranging from 350T to 2000T, with a monthly capacity of 3,000 tons of extruded aluminum. Profiles are produced per ASTM B221: round, oval, and custom telescopic-pole cross-sections.
This is where multi-section telescopic pole fit is decided. We hold OD, ID, wall thickness, roundness, and straightness within tight tolerance bands across long lengths, and we repeat the same spec batch after batch. That dimensional consistency is what lets a 3-, 4-, or 5-section pool pole slide smoothly without rattle — and what stops pool retailers' QA teams from rejecting incoming containers.
Press list, tonnage selection logic, and profile capability are detailed on the capabilities page.
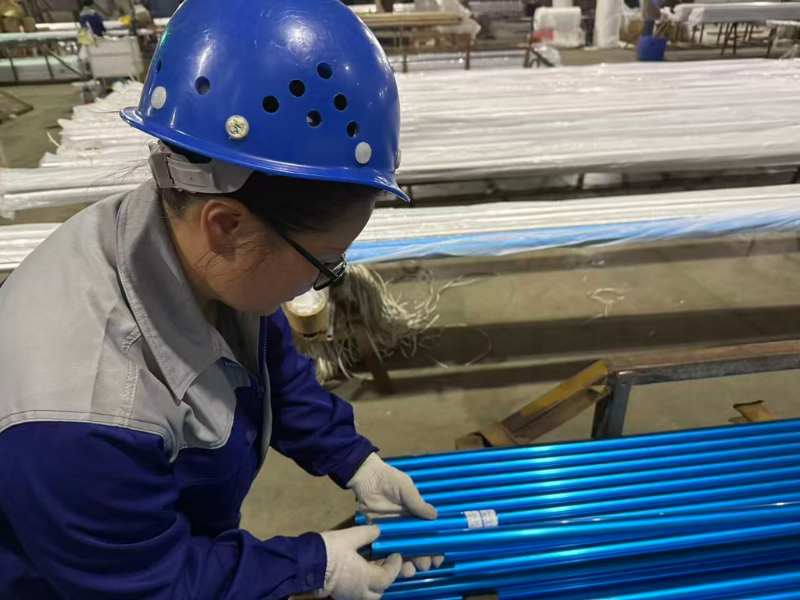
Step 04
Extruded tubes move to two large automatic anodisation lines for the finishes pool brands ask for most: black, matte, satin, blue, gold, champagne, and silver. Three long-bar sandblasters and two short-bar units feed the lines for surface prep.
Anodizing on a pool pole is more than color. Film thickness controls long-term resistance to chlorine, salt-water, and UV at the pool deck; pre-anodizing sandblast controls the friction coefficient between telescopic sections so the locks bite properly instead of slipping. Film thickness is verified on a coating-thickness gauge and color match is checked under a calibrated light box on every batch.
An on-site wastewater treatment station handles all anodizing effluent — see ISO 14001 certification for environmental management scope.

Step 05
Anodized tubes pass through six in-house post-processing operations. Each station has its own quality gate before the tube moves on.
Servo-fed saws cut anodized tubes to telescopic-section length within ±0.2 mm, with inline deburr in the same cycle to protect the inner-tube sliding fit.

Multi-spindle drills and punches create lock-button holes, rivet holes, and through-pin holes in the same fixturing pass to keep angular alignment under 0.5°.

Side slots for lock cams and tapped threads for end caps are machined inline — taps gauged after every batch to keep thread engagement within spec.

Rotary neckers reduce tube ends so the next telescopic section can receive them. Wall-thickness redistribution is controlled to avoid wrinkling at the transition.
Mating tube ends are flared to receive necked sections — flare ID is held to the same tolerance band as the OD it accepts, so the joint slides without binding.

Chamfering and edge-rolling protect the tube edge from anodize chipping during pool-side use and stop end caps from scoring on insertion.
Full machine list and tolerance ranges on the capabilities page.
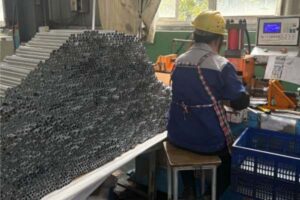
Step 06
This is what separates Xingyong from extrusion-only pole shops. We injection-mold and assemble the plastic locking cams, internal stops, end plugs, connectors, rubber dampers, and overmolded grips on the same Jiangsu site as the tubes. No coordinating a separate plastic supplier, no inbound shipping risk, no QC handoff gap between two factories.
Each tube section is paired with its matched lock and stop before assembly. Sliding force is checked against the spec curve so every finished pool pole extends and locks with the same feel — a detail pool retailers' QA teams pick up immediately when they audit incoming containers.
Custom lock structures (hidden-cam, internal-positioning, end-stop, magnetic, threaded) all run through this same one-roof pipeline. See OEM services for the full structure menu and tooling policy.

Step 07
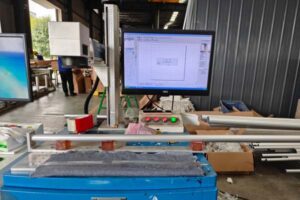
Fiber lasers engrave your brand logo, SKU, country-of-origin, lot code, or barcode directly onto the anodized surface — permanent, with no chlorine-prone labels to peel off pool-side.
Final-assembly sampling covers sliding force, lock engagement, dimensional check, finish color match, and tensile pull — protocols aligned with ASTM B117 salt-spray and ASTM tensile methods, results filed per lot.

Custom color boxes, shrink wrap, header cards, hanger tags, and master cartons sized for 40HQ container fill — built to clear big-box receiving (Walmart, Home Depot, Ross style) on the first inspection.
Salt-spray, tensile, hardness, and film-thickness test methods are detailed on the quality assurance page. Shippable pool pole SKUs live at pool telescopic poles.
Repeat orders of standard pool telescopic poles typically ship 30–40 days after PO. First-time orders that need new tooling add 15–25 days for mold development and a small-batch trial run before mass production. Express slots and split-shipments are available — confirm exact lead time with your sales contact, since press queue and anodizing color batching affect the schedule. (Exact lead-time bands: TODO confirm.)
Pool telescopic poles are our primary product line — pool-cleaning poles, net poles, brush poles, vacuum poles, and pool cover reel tubes. The same 7-step pipeline also produces telescopic poles for window-cleaning, paint rollers, and general industrial use, but the anodizing color range, sliding-fit tolerance, and corrosion specs are tuned first for pool-side chlorine and salt-water environments.
Yes. We accept STEP, IGES, DWG, PDF drawings, hand sketches, and physical samples. The Step 01 DFM team reviews and returns a manufacturability report — usually within 3–5 working days — flagging anything that would hurt sliding fit, tooling cost, or assembly yield before we quote. See OEM services for the full input format list and IP policy.
6063 aluminum is the workhorse for most telescopic pole tubes — it extrudes cleanly into thin-wall round and oval profiles and anodizes to consistent color. 6061 is used where the part sees higher load, such as handle stocks and structural connectors. Both arrive with mill certs and are 100% spectrometer-checked at incoming inspection per ASTM B221 before they enter the press queue.
In-house. Plastic locking cams, internal stops, end plugs, connectors, rubber dampers, and overmolded grips are all injection-molded and assembled on the same Jiangsu site as the aluminum tubes. This removes the cross-supplier QC gap that's the most common source of "pole rattles" and "lock won't bite" complaints when buying from extrusion-only shops.
Yes. Fiber laser marking engraves brand logos, SKUs, country-of-origin, lot codes, and barcodes permanently on the anodized surface — no chlorine-prone labels. Packaging options cover custom color boxes, shrink wrap, header cards, hanger tags, and master cartons sized to maximize 40HQ container fill. Many of our boxes are designed to clear big-box retail receiving (Walmart, Home Depot, Ross style) on the first inspection.
Send specs, a sample, or a CAD file — DFM feedback in 3–5 days, quote in 24 hours.